以下是:铜片止水-一生产厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 厂家批发/米 |
|---|
| 发货期限 | 当天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 面议 |
|---|
以下是:铜片止水-一生产厂家的图文视频
铜片止水-一生产厂家,晶凯工程材料有限公司为您提供铜片止水-一生产厂家的资讯,联系人:许士凯,电话:0531-78893339、13156344777,QQ:1136592412,发货地:莱芜高新区发货到湖北省 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市。 湖北省 2022年,湖北省实现地区生产总值为53734.92亿元,其中,产业增加值4986.72亿元,第二产业增加值21240.61亿元,第三产业增加值27507.59亿元。人均地区生产总值为92059元。
无需繁琐的文字描述,观看我们的视频,让铜片止水-一生产厂家产品一览无余!
以下是:铜片止水-一生产厂家的图文介绍

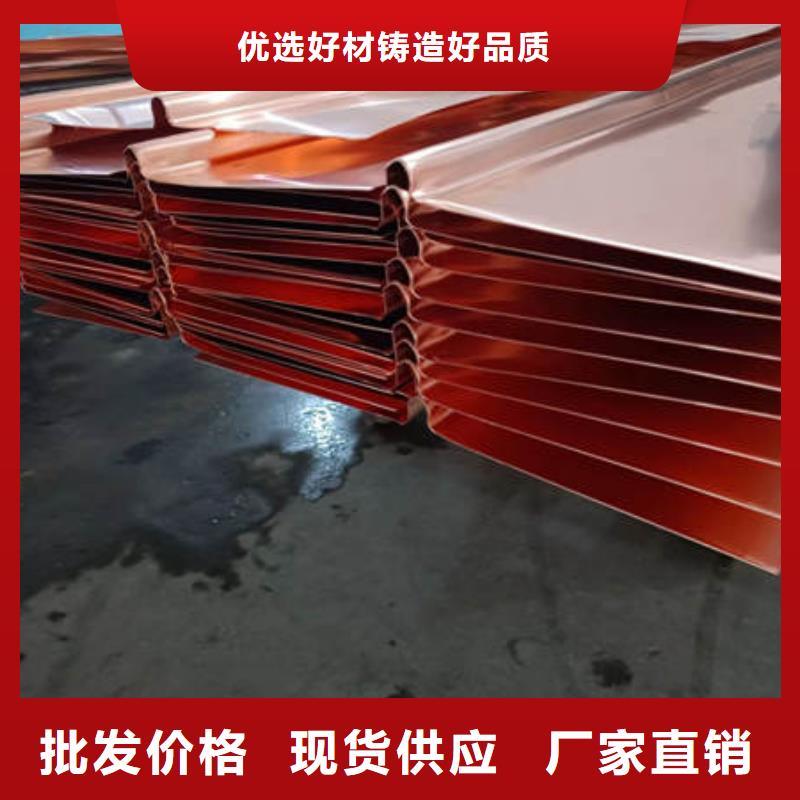
纵剪工序容易产生的表面质量问题主要有表面擦伤、划伤及边部毛刺。擦划伤一方面与来料的卷紧度及卷取料的张力有关;另一方面由于纵剪的初始张力大多采用气垫压板的张力形式,该张力中毛毡或无纺布与带材直接接触且为滑动摩擦,因此一旦毛毡或无纺布上黏有铜屑、渣等物均会造成带材表面划伤.另外张力辊也同样会由于黏有铜屑等对带材造成划伤。湖北止水铜片 在纵剪剪切中,带材边部会有毛刺,当剪床、剪刃的精度较高,剪刃间隙调整较好时毛刺较小,否则剪切毛刺较大,甚至超过0.1 mm,这些毛刺在通过气垫压板毛毡时,可能会由于摩擦力原因残留在毛毡上,这些毛刺同样会对带材表面产生划伤。另外当剪切工具匹配和调整不合理时,还容易出现剪刃压痕.剪刃压痕同样是用户不能接受的表面缺陷。


热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。湖北止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。



晶凯工程材料有限公司是目前国内专业的 湖北【波纹管】专业生产厂家之一, 晶凯工程材料有限公司技术力量雄厚,生产设备精良,工艺先进合理。晶凯工程材料有限公司承专业技术积累和制造经验以及优良的企业文化,凭借团结、创新的人才团队和科学的管理模式,遵循“诚信为本,用户至上”的宗旨,竭诚为国内外客户提供优良的产品和周到的服务。我们可以提供及时、快捷、优质的服务,接到信息后立刻响应,向客户提供各方面的技术咨询。


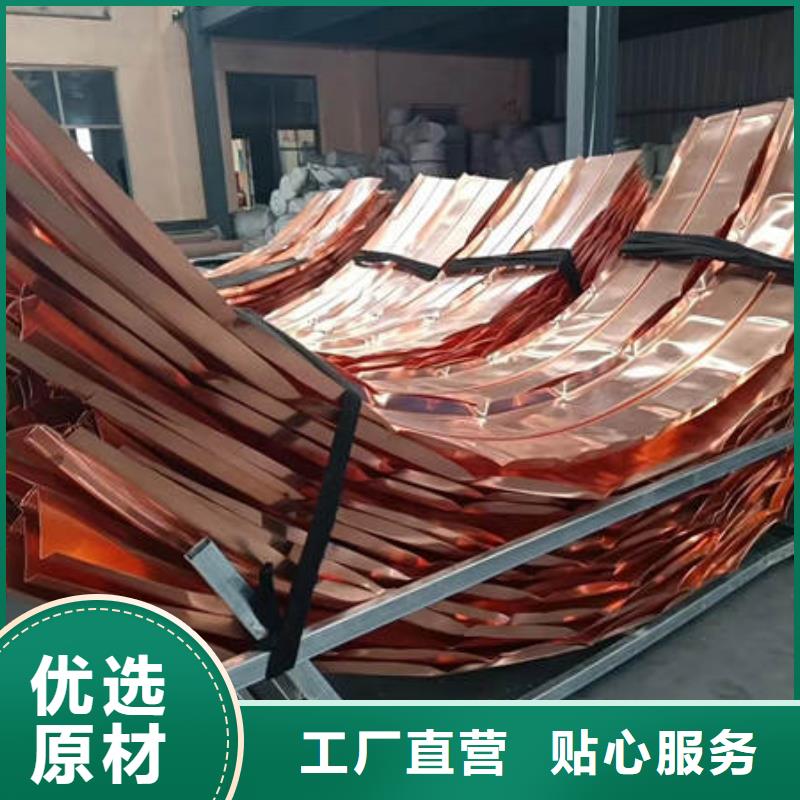
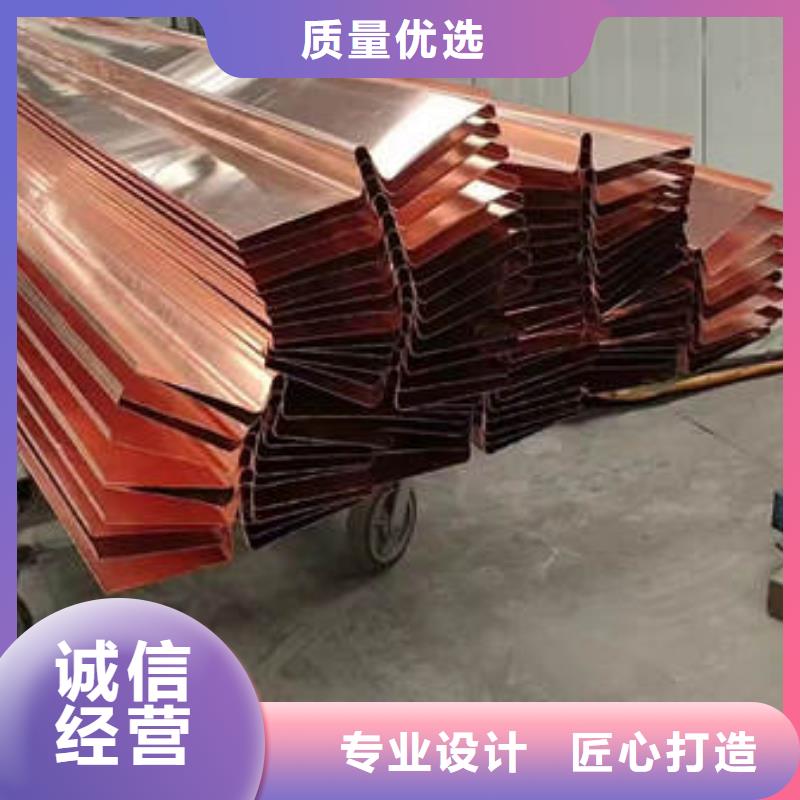
1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。湖北止水铜片



铜片止水-一生产厂家_晶凯工程材料有限公司,固定电话:13156344777,移动电话:0531-78893339,联系人:许士凯,QQ:1136592412,高新区 发货到 湖北省。