



文字再美,也抵不过视频中的铝钢板现货供应产品真实呈现,赶快点击观看吧!
以下是:铝钢板现货供应的图文介绍
用实际行动,努力打造公司的形象与信誉。九晨钢铁制造有限公司本着先赢得信誉,其次再赢得市场的前提下,在竞争激烈的市场中,占有了一席之地,在 广东中山异型管行业中也树立了很好的口碑。 企业的发展离不开科技,离不开人才,更离不开用户。我们愿同全国各地客户,建立稳固、平等、互利的业务关系,让我们共同发展繁荣,为 广东中山异型管事业做出更大的贡献。


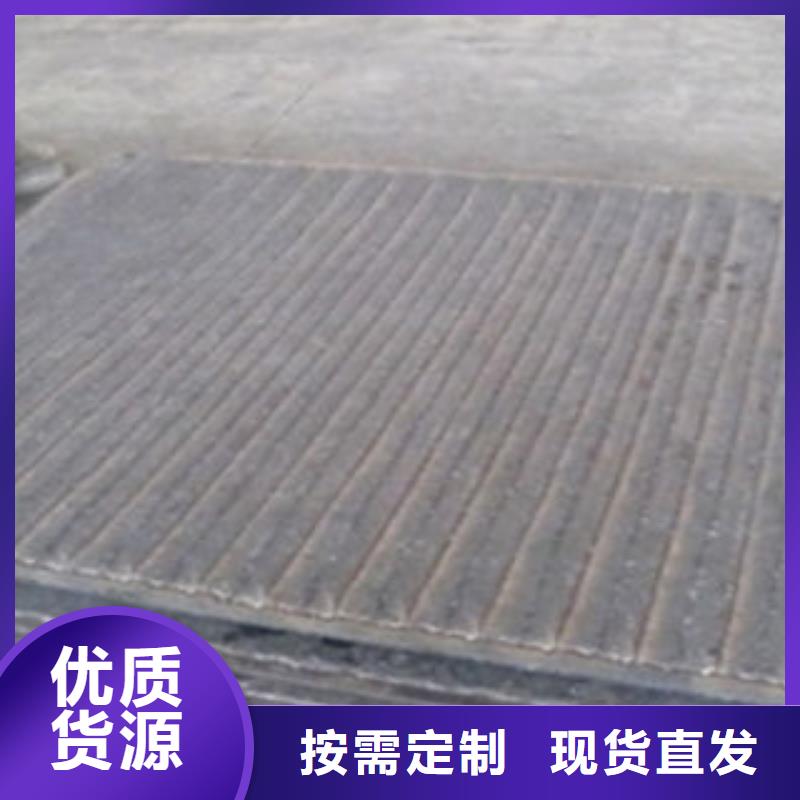
埋弧焊的工作原理:埋弧焊的电弧是掩埋在颗粒状焊剂下面的。当焊丝和耐磨衬板之间引燃电弧,电弧热使衬板、焊丝和焊剂融化以致部分蒸发,金属和焊剂的蒸发气体形成了一个气泡;电弧就在这个气泡内燃烧。气泡的上部被一层烧化了的焊剂一熔渣所构成的外膜所包围,这层外膜不仅很好地隔了空气与电弧和溶池的,而且使有碍操作的弧光辐射不再散发出来。 埋弧焊接耐磨衬板中,焊剂的存在不仅能隔开熔化金属与空气的,而且使熔池金属较慢的凝固;了焊缝中产生气孔、裂纹等缺陷的可能性。埋弧焊接耐磨衬板的特点:生产效率高这是因为,一方面焊丝导电长度缩短,电流和电流密度,因此电弧的熔深能力和耐磨衬板的熔敷率都大大。 另一方面,由于焊剂和熔渣的隔热作用,电弧基本上没有的辐射散失,飞溅也小。因而使埋弧焊的焊接速度大大。焊缝质量高因为熔渣隔绝空气的保护效果好,电弧区主要成分是CO,焊缝金属中含氮量、含氧量大大降低。劳动条件好除减轻了手工焊操作的劳动强度外,埋弧焊主要适用于耐磨衬板的水平面长焊缝焊接,且焊丝埋在焊剂层下,没有烟尘,也没有弧光辐射。 焊剂是焊接双金属耐磨板时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理作用的一种颗粒状物质,具有类似焊条药皮作用的焊接消耗材料。主要是由矿物类材料和少部分的脱氧剂、合金剂组成。焊剂应具有良好的冶金性能焊剂配以适宜的焊丝,选用合理的焊接参数,使焊缝金属具有适宜的化学成分和良好的力学性能,以满足双金属耐磨板的设计要求,同时,焊剂还应有较强的抗气孔和抗裂纹能力。



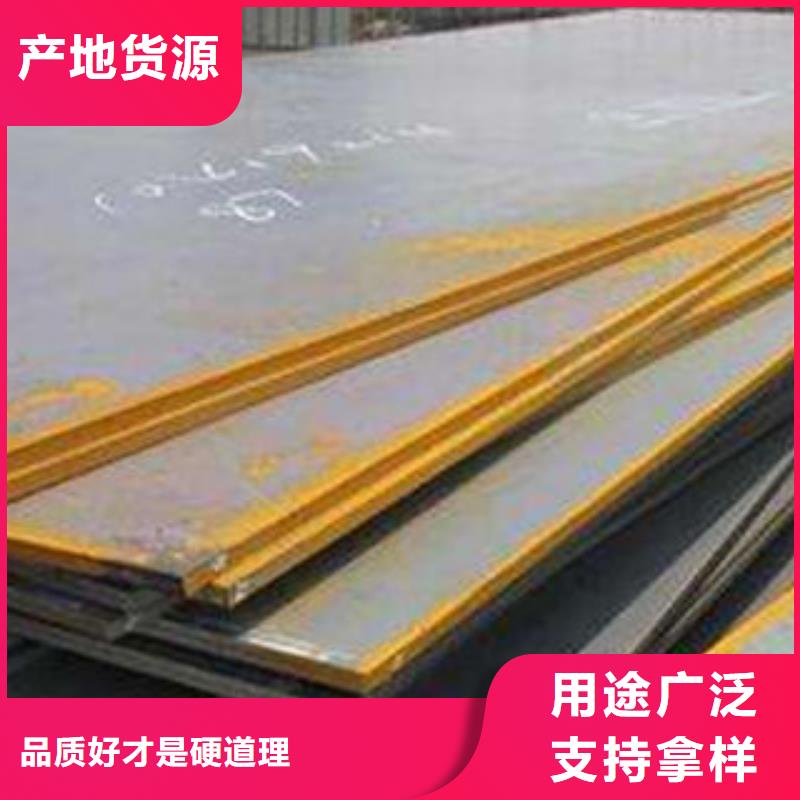
化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。


