

我们的钢板规格齐全视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:钢板规格齐全的图文介绍

在数控切割操作上的一些小心得。 1、在进行自动钢板切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。 2、根据自动钢板切割加工及半自动切割方式的不同,调整各把割枪的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割枪倾角的大小和方向主要以钢板厚度而定。


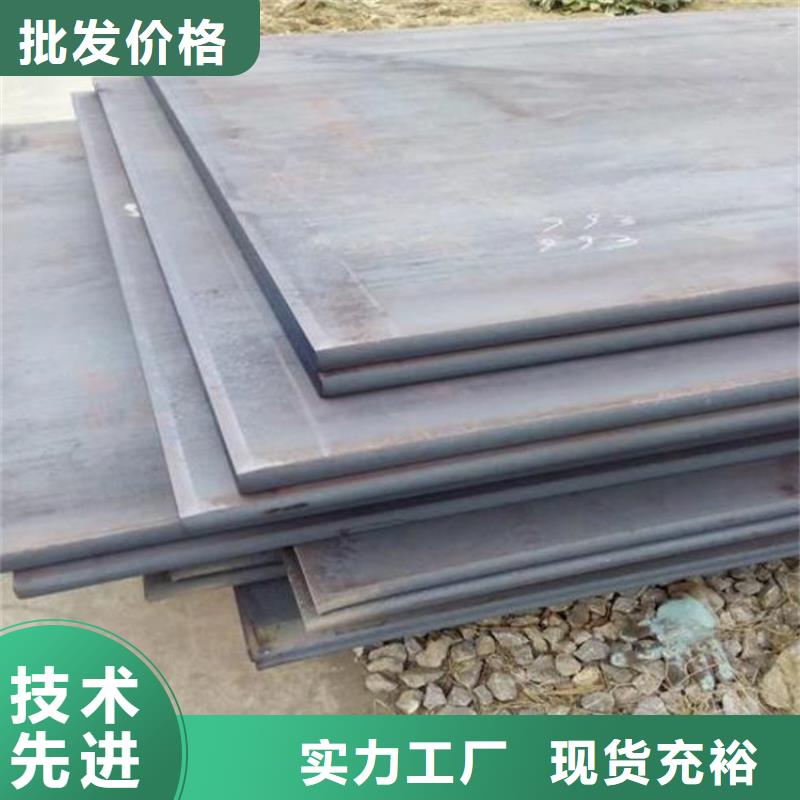
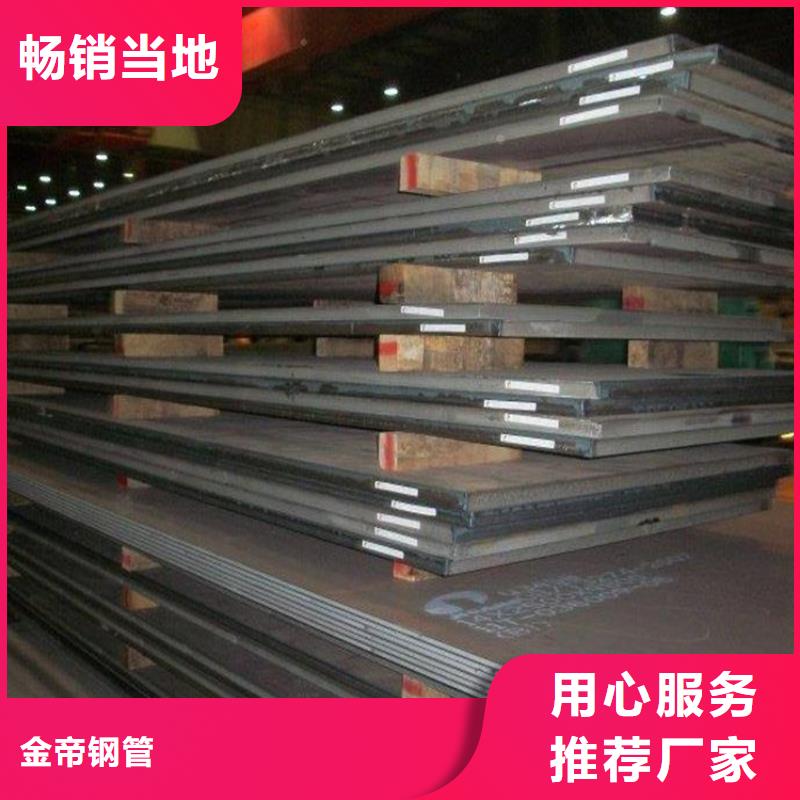
。钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。钢板按厚度分,薄钢板4毫米(薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。钢板按轧制分,分热轧的和冷轧的。薄板的宽度为500~1500毫米;厚的宽度为600~3000毫米。薄板按钢种分,有普通钢、优质钢、合金钢、弹簧钢、不锈钢、工具钢、耐热钢、轴承钢、硅钢和工业纯铁薄板等;按专业用途分,有油桶用板、搪瓷用板、防弹用板等;按表面涂镀层分,有镀锌薄板、镀锡薄板、镀铅薄板、塑料复合钢板等。厚钢板的钢种大体上和薄钢板相同。在品各方面,除了桥梁钢板、锅炉钢板、汽车制造钢板、压力容器钢板和多层高压容器钢板等品种纯属厚板外,有些品种的钢板如汽车大梁钢板(厚2.5~10毫米)、花纹钢板(厚2.5~8毫米)、不锈钢板、耐热钢板等品种是同薄板交叉的。低合金结构钢(亦称普通低合金钢、HSLA)



钢板切割的时候根据火焰切割原理,由气体燃烧形成的高温通过割炬在局部范围内对材料进行加热融化以达到切割的目的,但从Q235等材质碳板特性不难发现,其液态向固态过度的时间往往会很短,特别是在脱离了一定的温度范围之外将迅速凝固。在实际生产加工中,类似现象形成的固态融渣一般称为挂渣。那么在使用数控火焰切割机时,如何才能减少挂渣的形成? 首先从挂渣形成的位置来看,一般火焰切割挂渣分为上边缘挂渣和下边缘挂渣,导致两类挂渣出现的原因有所不同,下面将分类说明。 一、上边缘挂渣 上边缘挂渣主要是在切割断面上有挂渣,尤其在下半部分挂渣较为明显。导致出现上边缘挂渣的主要原因在于材料合金成份含量太高,一般火焰切割主要适用于Q235材质的碳板、普碳板,类似Q345等材质的低合金板也是能够适用的,但如果其中合金含量过高,将可能出现上边缘挂渣问题。 二、下边缘挂渣 下边缘挂渣是数控火焰切割机挂渣中出现较为普遍的问题,主要是在切割断面的下边缘产生连续的挂渣。而导致出现类似的问题的原因则相对较为复杂,一般来说,用户加工出现下边缘挂渣时,建议通过以下几个方面检查一下操作步骤,首先检查切割速度是否太快或太慢,使用的割嘴号太小,切割氧压力太低;另外预热火焰中燃气过剩,钢板表面有氧化皮锈蚀或不干净也可能影响挂渣过多,割嘴与工件之间的高度太大,预热火焰太强也是下边缘挂渣出现的愿意之一。


本页面推广的关键词包括金帝钢管有限公司的 澳门热镀锌方管;通过推广希望您可以关注到 澳门热镀锌方管的产品介绍并致电咨询;

