



深入了解球墨铸铁管件四通质量可靠产品,一部视频就够了,快来观看!
以下是:球墨铸铁管件四通质量可靠的图文介绍
贵港鑫福兴管业始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 球墨铸铁管产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 球墨铸铁管产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 球墨铸铁管产品质量水平逐步提高,一年一个新台阶。


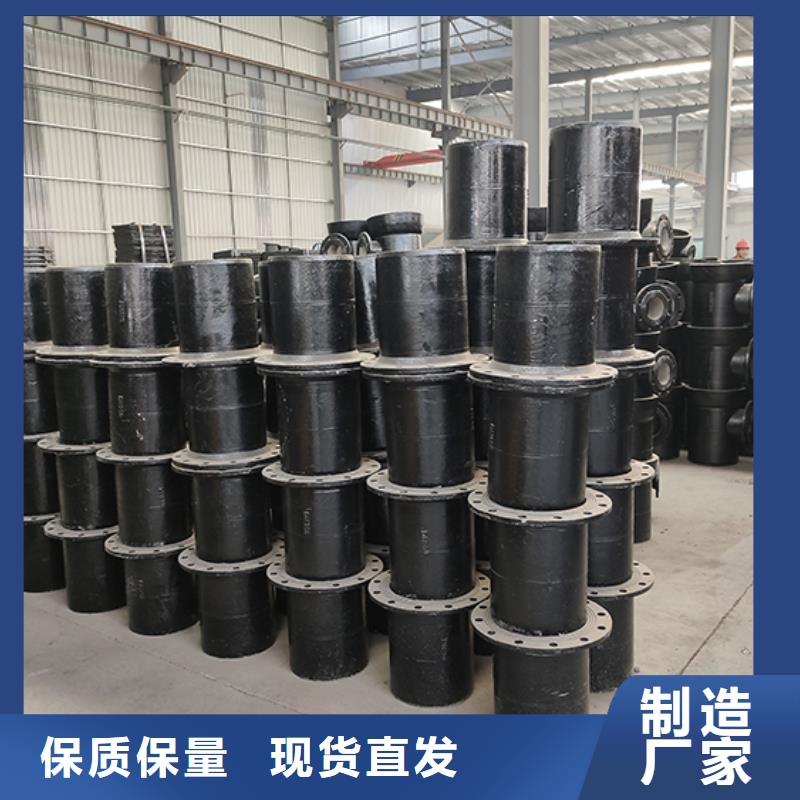
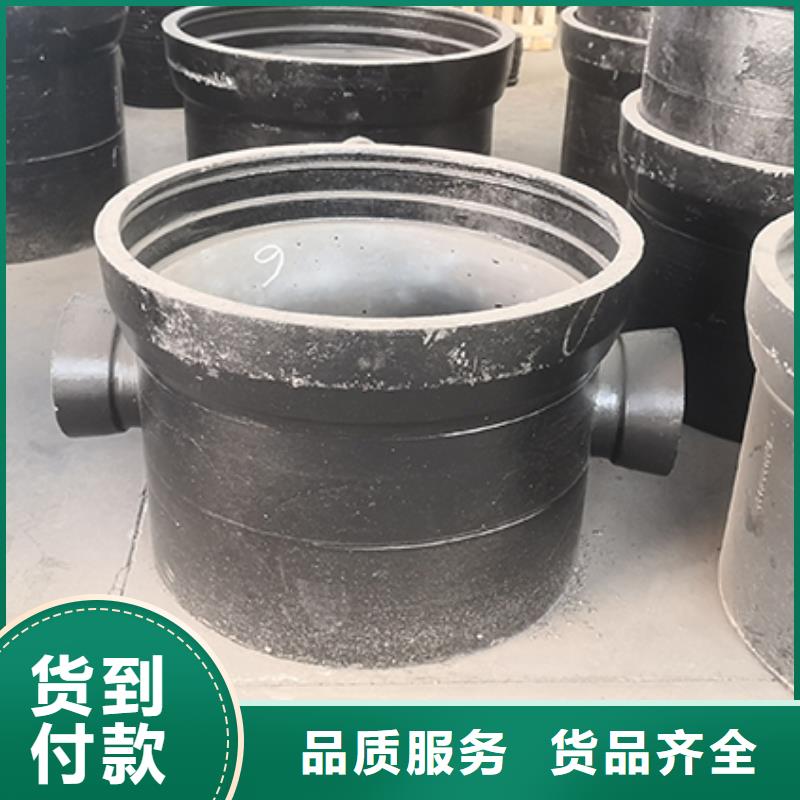
球墨铸铁管配件连接方式,有如下5种: 1、螺纹衔接:适用于管径小于100mm,压强小于1.0MPa; 2、法兰衔接:适用于管道→管道、阀门、设备; 3、承接衔接:适用于带承接口的铸铁管; 4、焊接衔接:衔接可靠,可是拆卸困难; 5、粘合衔接:适用于塑料管的衔接。 一、球墨铸铁管在装置时所进行的水压试验应该统一的去指挥,分工比较清晰,对后背、支墩、接口、排气阀等都应规则专门的人去担任查看,并清晰规则地发现问题时的联络信号。 二.球墨铸铁管道接口完成今后,运用较短的管甲、短管乙以及盲板将试压管段两头及三通处封闭,试压球墨铸铁管段除接口外去填土至管顶以上50公分并夯实。在做好后背以及闸口、三通等管件的加固。由低点进水,高点去排气,注满水之后浸泡在二十四小时今后,在试验的压力下10min降压不大于0.05Mpa时,即为合格。 三.水压试验应当逐步的升压,咱们每次升压以0.2Mpa为宜,每次升压今后,稳压查看没有问题时再继续升压。 四.冬天进行水压时应采纳防冻措施。可将球墨铸铁管价格道回填土适当加高,用多层草帘将露出的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。 五.水压试验时,后背、支撑、管端等邻近不得站人,查看应在中止升压的时后去进行。 球墨铸铁管配件



球墨铸铁管配件喷锌工艺简介:主要为压铸件,用于汽车、轻工等行业,约占15%。许多锌合金的加工性能都比较优良,道次加工率可达60%-80%。中压性能优越,可进行深拉延,并具有自润滑性,延长了模具寿命,可用钎焊或电阻焊或电弧焊(需在氦气中)进行焊接,表面可进行电镀、涂漆处理,切削加工性能良好。在一定条件下具有优越的超塑性能。 离心浇帱球墨管件简介:离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。 浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae 离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa. 其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。



球墨铸铁管铸造体系的规划需注意什么? (1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。 (2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。 (3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。 (4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。 (5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。 (6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司 (7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。 (8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。 球墨铸铁管配件

