



以下是我们上传的研磨管支持厂家直销实拍视频,您可以点击观看。
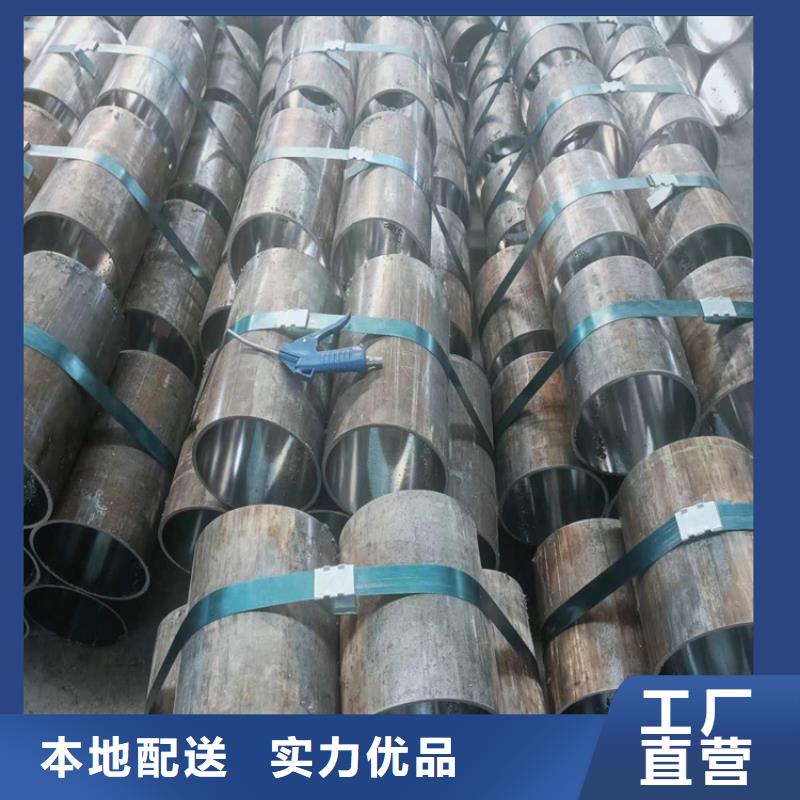
以下是:研磨管支持厂家直销的图文介绍


浙江台州企业旺旺珩磨管绗磨管油缸管如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



浙江台州珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管


浙江台州珩磨管油缸管绗磨管设计者应根据零部件的工作条件和性能要求,合理地制定热处理技术条件。只要能满足工作要求,应尽量减少珩磨管淬火硬化的程度和部位,不必盲目追求高硬度和整体珩磨管淬火,而以局部硬化、表面硬化代替整体硬化,从而减少珩磨管淬火裂纹。选择珩磨管淬火介质珩磨管淬火介质有固体、液体和气体3种状态的多种物质。选择珩磨管淬火介质要考虑如下因素:(1)珩磨管淬火介质的冷却能力;(2)对畸变开裂的影响;(3)经济性、耐久性;(4)可靠性等。 理想珩磨管淬火介质的冷却曲线下图所示。该介质在过冷奥氏体分解快的温度下,具有强的冷却能力,而在接近马氏体点(Ms)时冷却能力又变得较为缓和,这样就保证了硬化要求,并减小了珩磨管淬火应力,防止珩磨管淬火畸变开裂。各种钢材的过冷奥氏体的稳定性不同,实际工件的尺寸不同,应选择不同的珩磨管淬火介质。尽管目前的珩磨管淬火介质种类繁多,然而能同时适应各种钢材和不同尺寸工件的珩磨管淬火剂是不存在的,只能根据具体情况尽量合理地选用,并与各种珩磨管淬火冷却方式相配合。滚压管



安达液压机械有限公司位于辽河路燕山路交叉口南500米东首。 本公司主要生产: 浙江台州珩磨管加工厂,产品畅销29个省(市、自治区),深受广大用户的信赖。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。同时,又是我们公司开拓市场和维护品牌的宗旨。现在,我们的销售网络遍布全国各大城市,并与国外数家公司建立了长期贸易合作关系。 一直以来,我们都秉承“平等、合作、共同发展的商业原则”,愿与国内外同行携手共为振兴中国做出贡献。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!
