
想要一睹
外镀锌内涂塑管厂家技术领先产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:
外镀锌内涂塑管厂家技术领先的图文介绍


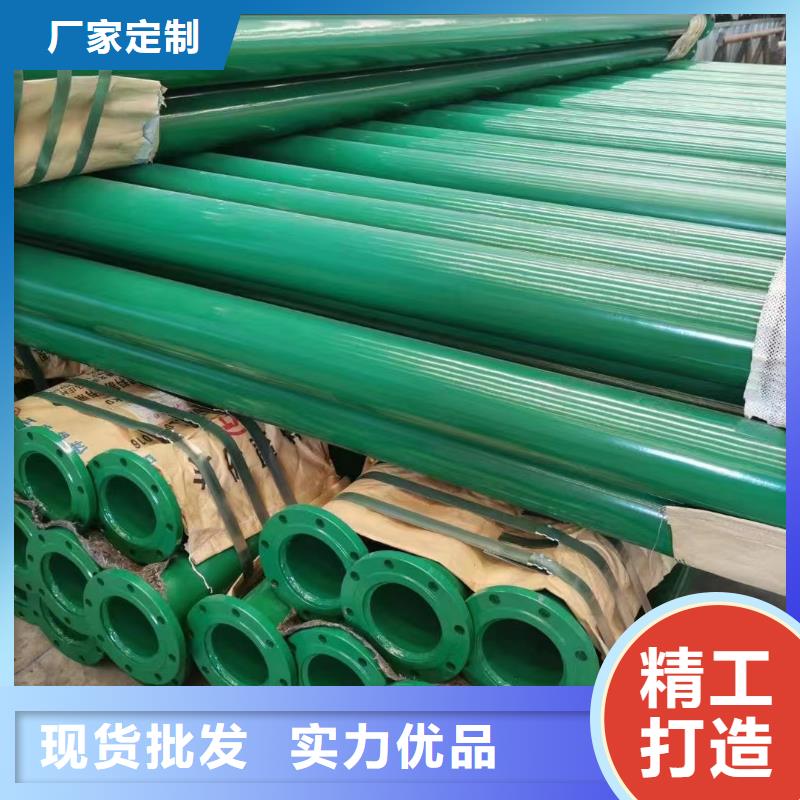
安徽蚌埠外镀锌内涂塑钢管是以直缝钢管或无缝钢管为基管,通过加热喷涂工艺将钢管与塑料复合而成,从而达到外表为镀锌层,内壁为涂塑层的复合管材,具有耐蚀性和耐磨性。
中文名 外镀锌内涂塑钢管 镀锌种类 热镀锌或冷镀锌 冲击强度 ≥50kg 加工工艺 静电涂装、热浸管材简介
外镀锌内涂塑钢管在中国国内发展历史已有十余年了,其工艺在中国国内已经非常完善,其产品质量也具有很大的保证,随着对该管材研究的深入,其性能正一步步



这是商家泰聚管业有限公司发布的 安徽蚌埠不锈钢角钢产品,一下是 安徽蚌埠不锈钢角钢高清大图和产品介绍,产品真是有效,价格实惠,量大从优。


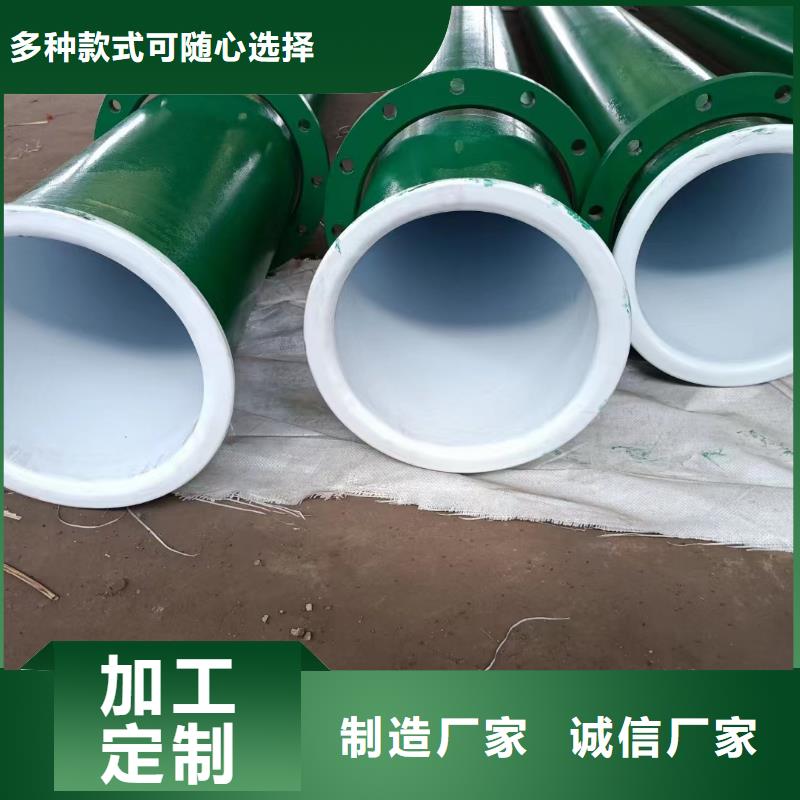
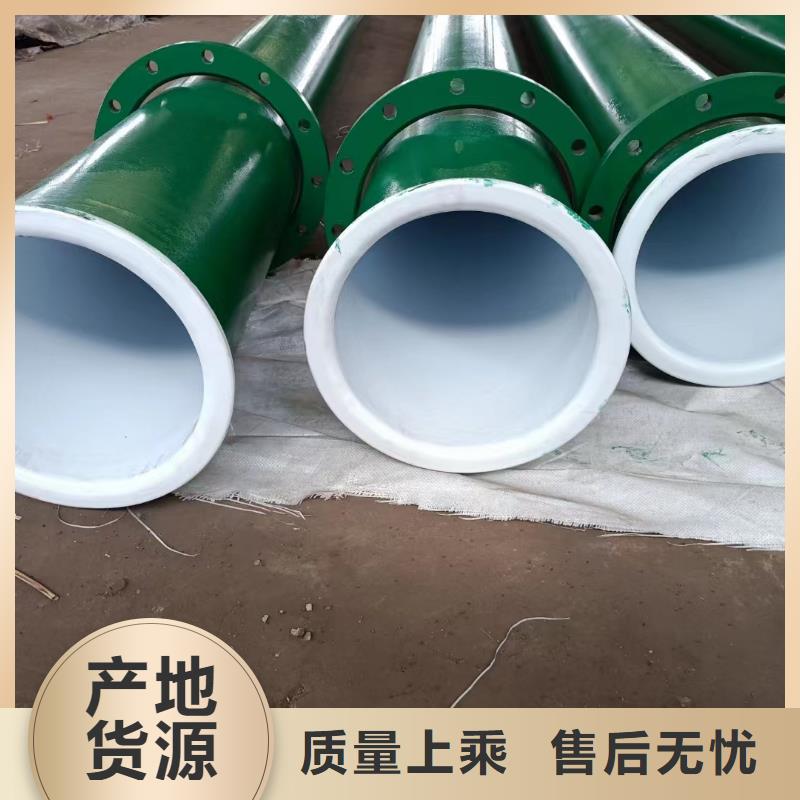
安徽蚌埠内外涂塑钢管,内外涂塑钢管是在钢管内壁融溶一层厚度为 0.5 ~ 1.0mm 的聚乙烯(PE )树脂、乙烯-丙烯酸共聚物(EAA)、环氧(EP)粉末、聚丙烯( PP )或聚氯乙烯(PVC)等有机物而构成的钢塑复合型管材,它不但具有钢管的高强度、易连接、耐水流冲击等优点,还克服了钢管遇水易腐蚀、污染、结垢及塑料管强度不高、消防性能差等缺点,设计寿命可达50 年。主要缺点是安装时不得进行弯曲,热加工和电焊切割等作业时,切割面应使用生产厂家配有的常温固化胶涂刷,对损伤部位进行修补。



安徽蚌埠工程标准编辑 播报
《建筑给水排水设计规范》 GB 50015-2003;
《建筑给水排水及采暖工程施工质量验收规范》GB50242-2016;
《煤矿矿用产品标志暂行办法》;
《给水涂塑复合钢管》CJ/T 120-2016 [2] 。
检测方法编辑 播报
1.外观检查
目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。
2.厚度测量
从涂塑钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
3.针孔试验
管段试件长度约为1000mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4mm,试验电压为2000V。检查有无电火花产生,试验结果应符合5.5的规定。
4.附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
5.弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100)mm。
在温度为(20±5)℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30°,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
6.压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10)mm。
在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
7.压扁试验
8.冲击试验
从涂覆钢管的任意位置切取长约100mm的试样,在温度为(20±5)℃的环境下,按规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
9.真空试验
管段试件长度为(500±50)mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660mm汞柱,保持1min,验后检查内涂层,试验结果应符合5.10的规定。
10.高温试验
管段试件长度为(100±10)mm,将试件放置在恒温箱中,升温至(300±5)℃,并恒温1h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。
11.低温试验
管段试件尺寸长度为(100±10)mm,将试件放置在低温箱中,降温至(-30±2)℃,并恒温1h,然后取出放置在温度为(20±5)℃的环境下(4~7)h。
12.压力循环试验
与水压供给系统相连接,充水排除空气,然后进行3000次从(0.4±0.1)MPa至 MPa的交变水压试验,每次试验的周期不大于2s。试验后检查内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.13的规定。
13.温度循环试验
管段试件长度为(500±50)mm,将试件按下列顺序在每个温度条件下放置24h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
试验后试件放置在温度为(20±5)℃的环境中24h,检查内涂层情况,并按6.4的规定进行附着力试验,试验结果应符合5.14的规定。
14.温水老化试验
管段试件尺寸长度约为100mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2)℃的蒸馏水中浸泡30d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5.15的规定 [
