

为了给您提供更的光亮精密管质量保证产品信息,解锁光亮精密管质量保证产品新体验,视频带你玩转每个细节!
以下是:光亮精密管质量保证的图文介绍


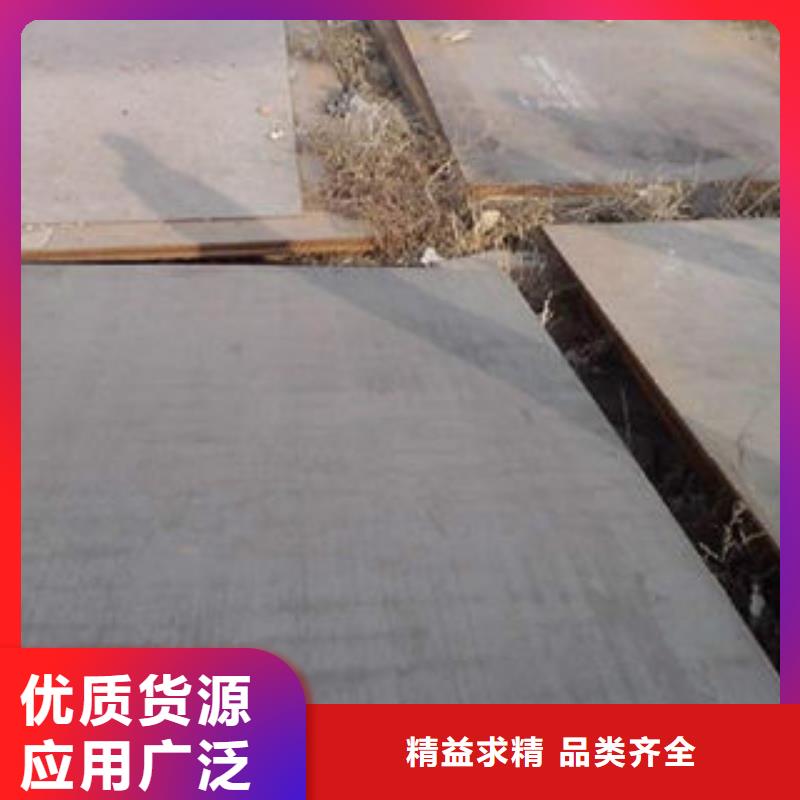
冷裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,所以冷裂纹倾向比低碳调质钢大。双金属耐磨板的过热区高碳马氏体在低温下的马氏体难以产生自回火效应,氢脆性大,少量氢就足以导致冷裂。为降低接头中的含氢量。 除采用预热、后热及低氢型焊接材料和焊接方法外,还应仔细清理工件坡口周围和焊丝表面的油污、铁锈,避免在高湿度或低温环境下焊接。过热区的脆化由于耐磨板具有相当大的淬硬性,在热影响区的过热区很容易产生硬脆的高碳马氏体。 冷却速度越大,生成的高碳马氏体就越多,脆化也就越严重。要双金属耐磨板过热区脆化,宜采用小的焊接热输入,并辅之以预热、缓冷及后热等工艺措施。热影响区的软化双金属耐磨板热影响区的软化程度比低碳调质钢更为严重。 埋弧焊接双金属耐磨板也是所有焊接之中的一种焊接方法,也是在焊接生产中运用为广泛和成熟的焊接方法之一,虽然说这种焊接方法在焊接当中算是很成熟的焊接,但是在运用当中也不可以掉以轻心,因为在施工焊接当中也会出现各种不合理的现象。



九晨钢铁制造有限公司拥有一批高素质的 湖北黄石异型管管理人才和工程技术人员,配备了成套的先进设备。并在长期的 湖北黄石异型管市场磨练中建立起一套科学的生产管理模式。公司集多年设计、开发、生产经验,所有 湖北黄石异型管产品均严格按照标准制作,工艺清湛,美观耐用,赢得了广大客户的喜爱。


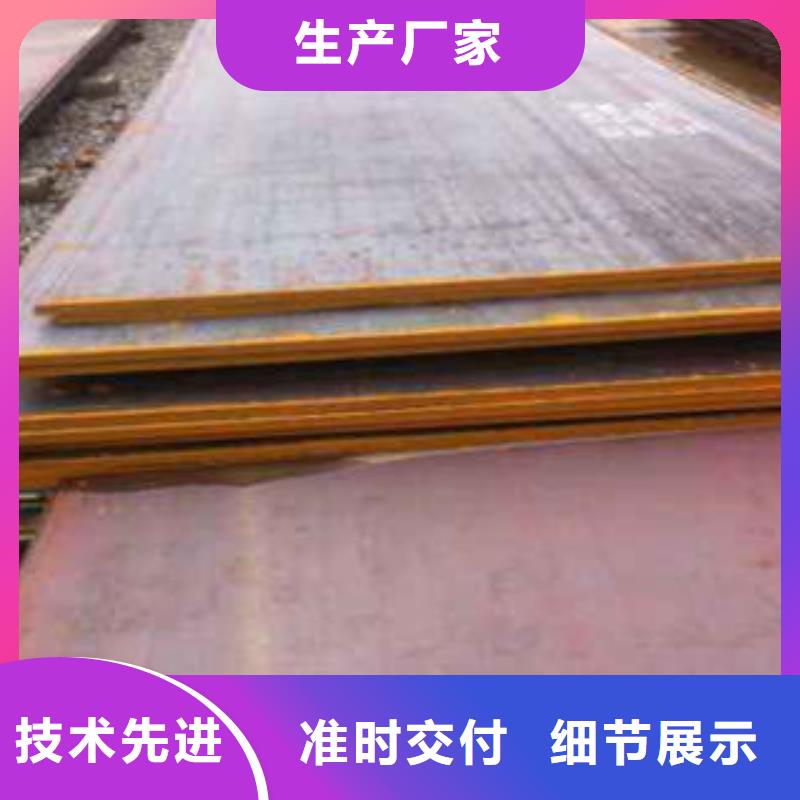
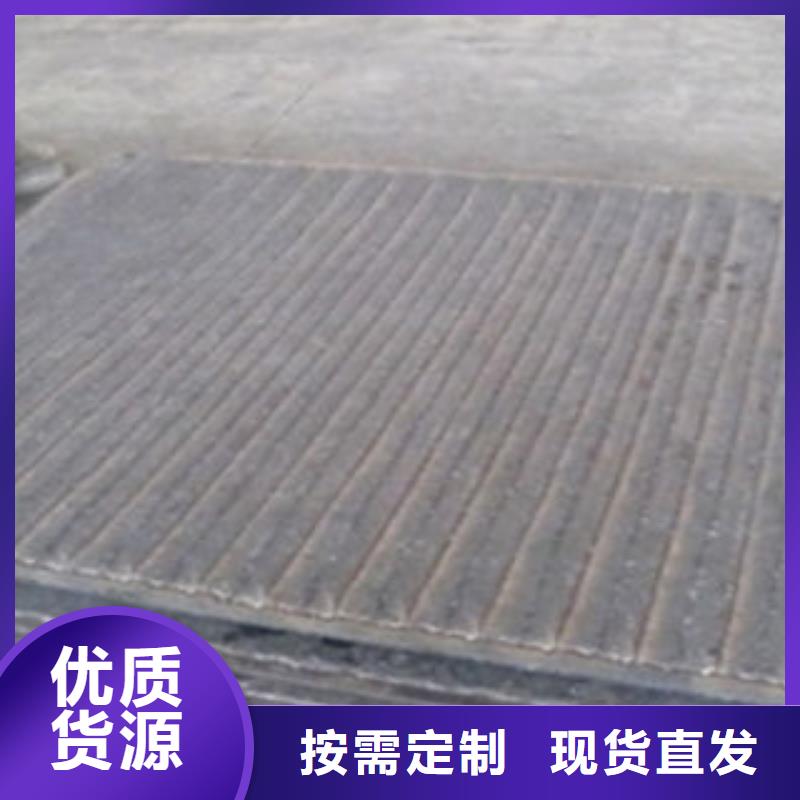
(2)在纤维增强复合耐磨板面上弹线并标出自攻螺钉固定点,同时预钻凹孔(预钻孔直径比自攻螺钉头大1mm~2mm,孔深1mm~2mm)。自攻螺钉距离板边15mm,距离板角50mm,自攻螺钉之间的间距在200mm~250mm左右。(3)隔墙铺板时,一般采用纵向铺设的方法,将耐磨板的长边固定在竖龙骨上;两块儿板材在对接时要自然的进行靠近,不能强压就位;墙体两面的接缝应相互错开,两块儿板子的接缝不能落在同一根龙骨之上。 (4)对复合耐磨板进行固定时,板材与龙骨之间应作预钻孔,孔径比自攻螺钉直径小1mm,耐磨板常用自攻螺钉固定,固定时应从板的中间部向周边固定,所有螺钉头均应沉入板面1mm。(5)安装门窗周围的复合耐磨板时,板缝不能落在与地面水平和垂直框龙骨上,以避免门窗的经常开关产生振动而造成板缝开裂。 磨削好坏决定在于磨削液。耐磨板磨削时产生大量钨鸪,金刚砂轮粉,不及时冲洗表面及清洗砂轮气孔,造成表面研磨无法磨出光洁度,没有足够冷却也会烧钢板。磨齿机构对磨齿影响。双金属耐磨板磨齿好坏在于机型结构及装配,目前市场大约二类机型:一类是德国浮尔墨类型。 该类型采用立式磨销,优点全部采用液压无级运动,全部进给系统采用V型导轨及滚珠丝杆工作,磨头或大臂采用进刀缓进,退刀快退,夹片油缸调节心,支片灵活可靠,拔齿准确定位,双金属耐磨板定位心牢固自动定心,任意?。



cqys

我某新型发动机的复合耐磨板零件约占零件总数的11%。本文是在该新机试制过程中积累的对耐磨板材料切削特性以及在不同加工方法下出的具体特点的认识及所应采取工艺措施的经验总结。复合耐磨板的切削加工性及普遍原则复合耐磨板按金属组织分为a相、b相、a+b相,分别以TA,TB,TC表示其牌 和类型。 我某新型发动机所用材料为TA,TC两种。一般铸、锻件采用TA系列,棒料用TC系列。特点及切削加工性复合耐磨板相对一般合金钢板具有以下优点:比强变高:复合耐磨板的密度只有5g/cm3,比铁小得多,而其强度与普通碳钢相近。 机械性能好:复合耐磨板的熔点为1660℃,比铁高,具有较高的热强度,可在550℃以下工作,同时在低温下通常显示出较好的韧性。抗蚀性好:在550℃以下复合耐磨板的表面易形成致密的氧化膜,故不容易被进一步氧化,对大气、海水、蒸汽以及一些酸、碱、盐介质均有较高的抗蚀能力。 另一方面,复合耐磨板的切削加工性比较差。主要原因为:导热性差,致使切削温度很高,降低了耐用度。680℃以上温度时,表面形成氧化硬层,对有强烈的磨损作用。塑性低、硬度高,使剪切角增大,切屑与前刀面长度很小,前刀面上应力很大,刀刃易发生破损。