



联系我们

40cr钢板专注专一
发布时间:2024-09-20 01:41:43 浏览次数:2 公司名称:[防城港]涌华金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |



防城港涌华金属科技有限公司主要生产各种型号 耐厚板等十几大系列。几年来, 耐厚板不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。耐候钢产品供制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。



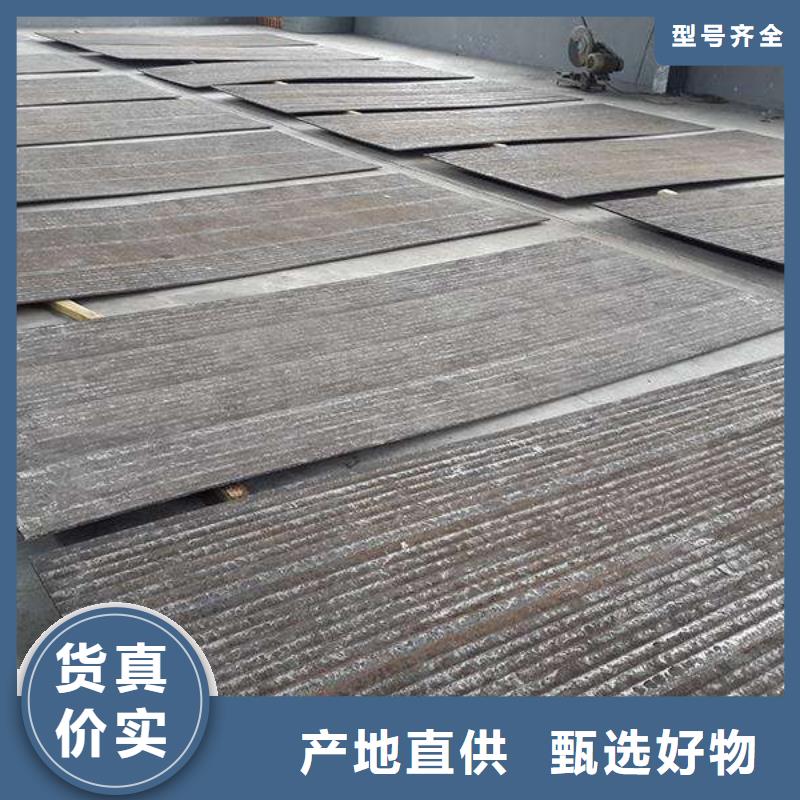
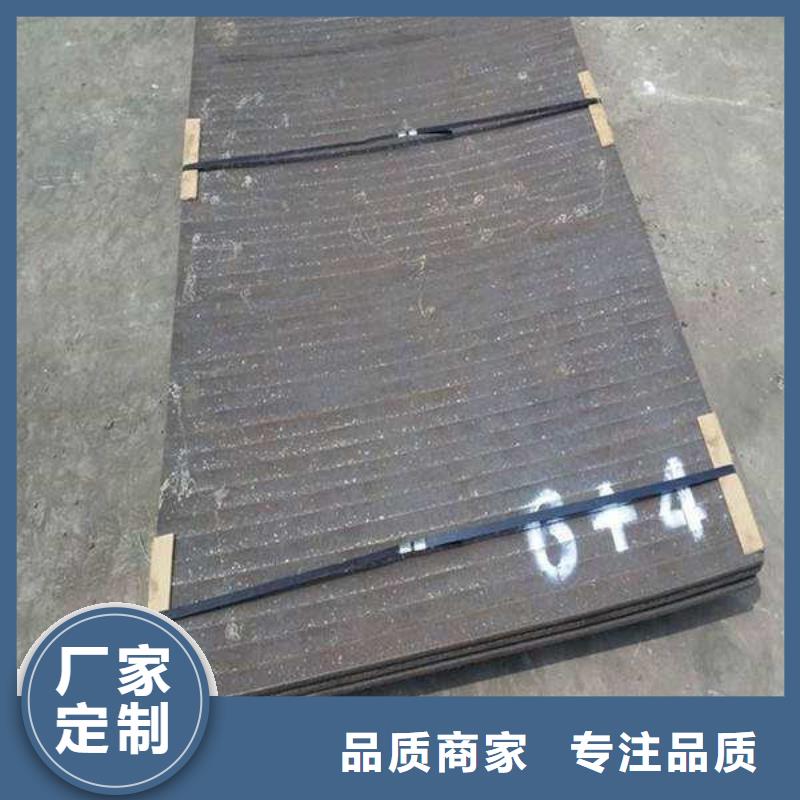
耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用


堆焊耐磨板使用性能
不同的工作条件要求堆焊耐磨板要有不同的使用性能,其主要的使用性能包括耐磨性、耐蚀性、耐高温性和耐气蚀性等。1.耐磨性
磨损是材料在使用过程中表面被液体、气体或固体的机械或化学作用而造成的破坏现象。磨损是一个很复杂的观破坏过程,它是金属材料本身与它相互作用的材料以及工作环境综合作用的结果。磨损有五个基本类型:粘着磨损、磨料磨损、冲击浸蚀、疲劳磨损和动磨损。
(1)粘着磨损
它是由于材料之间相对移动,两接触面之间凹凸不平,个别接触点之间发生焊合、变形而造成撕裂或转移结合到另一表面上,而产生的表面被破坏的现象。这种磨损有三类,当载荷很小时,由于摩擦热产生氧化膜,阻止滑动的焊合现象,为氧化磨损。当载荷很大,滑动面产生的焊合为金属磨损。擦伤(包括撕脱和咬死)是第3类磨损形式。
粘着磨损多发生在滑动摩擦的结构件润滑不良或不进行润滑的时候,比如轴、轴承、高压阀门的阀座、切削刀具等零件的工作中。 粘着磨损的堆焊材料一般要求要有小的摩擦系数,要与相互摩擦的材料有相进的硬度和耐磨性。常用的抗粘着磨损的堆焊材料有铜基合金、钴基合金和镍基合金,铁基合金在阀门业中也有广泛的使用。



堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。
