
一分钟的时间,对于了解我们的塑套钢发泡保温管销量蒂花之秀产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:塑套钢发泡保温管销量蒂花之秀的图文介绍
高温预制直埋保温管-
预制保温管直埋铺设的优势特点
1、降低工程造价。 据有关部门测算,双管制供热管道,一般情况下可以降低工程造价的25%(采用玻璃钢做保护层)和10%(采用高密度聚乙烯做保护层)左右。 2 热损耗低,节约能源。 高温预制直埋保温管其导热系数为:λ=0.013—0.03kcal/m·h·oC,比其他过去常用的管道保温材料低得多,保温效果提高4~9倍。再有其吸水率很低,约为0.2kg/m2。吸水率低的原因是由于聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面防水性能好的高密度聚乙烯或玻璃钢保护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的状况,大大减少了供热管道的整体热损耗,热网热损失为2%,小于10%的标准要求。 3、防腐,绝缘性能好,使用寿命长。 高温预制直埋保温管由于聚氨酯硬质泡沫保温层紧密地粘结在钢管外皮,隔绝了空气和水的渗入,能起到良好的防腐作用。同时它的发泡孔都是闭合的,吸水性很小。高密度聚乙烯外壳、玻璃钢外壳均具有良好的防腐、绝缘和机械性能。因此,工作钢管外皮很难受到外界空气和水的侵蚀。只要管道内部水质处理好,据国外资料介绍,高温预制直埋保温管的使用寿命可达50年以上,比传统的地沟敷设、架空敷设使用寿命高3~4倍。 4.占地少,施工快,有利环境保护和减少施工扰民。 直埋供热管道不需要砌筑庞大的地沟,只需将保温管埋人地下,因此大大减少了工程占地,减少土方开挖量约50%以上,减少土建砌筑和混凝土量90%。同时,保温管加工和现场挖沟平行进行,只需现场接头,可以大幅度缩短工期。由于减少了砖、水泥、砂石、余土等的运输,从而减少了施工过程中汽车尾气排放量、扬尘量、噪声排放量,从而保护了环境。
预制保温管直埋铺设的优势特点
1、降低工程造价。 据有关部门测算,双管制供热管道,一般情况下可以降低工程造价的25%(采用玻璃钢做保护层)和10%(采用高密度聚乙烯做保护层)左右。 2 热损耗低,节约能源。 高温预制直埋保温管其导热系数为:λ=0.013—0.03kcal/m·h·oC,比其他过去常用的管道保温材料低得多,保温效果提高4~9倍。再有其吸水率很低,约为0.2kg/m2。吸水率低的原因是由于聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面防水性能好的高密度聚乙烯或玻璃钢保护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的状况,大大减少了供热管道的整体热损耗,热网热损失为2%,小于10%的标准要求。 3、防腐,绝缘性能好,使用寿命长。 高温预制直埋保温管由于聚氨酯硬质泡沫保温层紧密地粘结在钢管外皮,隔绝了空气和水的渗入,能起到良好的防腐作用。同时它的发泡孔都是闭合的,吸水性很小。高密度聚乙烯外壳、玻璃钢外壳均具有良好的防腐、绝缘和机械性能。因此,工作钢管外皮很难受到外界空气和水的侵蚀。只要管道内部水质处理好,据国外资料介绍,高温预制直埋保温管的使用寿命可达50年以上,比传统的地沟敷设、架空敷设使用寿命高3~4倍。 4.占地少,施工快,有利环境保护和减少施工扰民。 直埋供热管道不需要砌筑庞大的地沟,只需将保温管埋人地下,因此大大减少了工程占地,减少土方开挖量约50%以上,减少土建砌筑和混凝土量90%。同时,保温管加工和现场挖沟平行进行,只需现场接头,可以大幅度缩短工期。由于减少了砖、水泥、砂石、余土等的运输,从而减少了施工过程中汽车尾气排放量、扬尘量、噪声排放量,从而保护了环境。



聚氨酯直埋管以其优良性能、方便施工及使用年限长给用户带来了巨大的经济效益和社会效益,在国内这项节能技术正得到越来越广泛的应用.
高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管 直埋式保温管一种是由输送介质的钢管、高密度聚乙烯外套管以及钢管和外套管之间填充的聚氨酯硬泡保温层紧密结合而成。只需将除锈防腐后的钢管套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充分填满钢管与聚乙烯套管之间的空隙,终使钢管、套管、保温层形成一个牢固的整体,达到防腐保温的效果;这种防腐保温方式可以架空或者埋在地下,整个施工过程均可在现场进行。简易工艺流程: 钢管检验-除锈防腐-穿管成型-封头修补-成品检验-成品堆放主要设备: 钢管缓冲平台、拨管机组、传动线、钢管预热炉、抛丸机主机 检验转台和不合格钢管返回传动线、快进滚轮组、牵引机、穿管机械、高压发炮机、修补平台、快出滚轮、检验平台等。产品特点:直埋式预制保温管较之传统的各类保温管材具有十分突出的优点: 1、保温性能好,热损失仅为传统管材的25%,长期运行可节约大量能源,显著降低能源成本。 2、具有很强的防水和耐腐蚀能力,不需附设管沟,可直接埋入地下或水中,施工简便迅速,综合造价低。 3、在低温条件下也具有良好的耐腐蚀和耐冲击性,可直接埋入冻土层。 4、使用寿命可达30-50年,正确的安装和使用可使管网维修费用极低。 可设置报警系统,自动监测管网渗漏故障,准确指示故障位置并自动报警。黑黄夹克管我厂选用优良的专用树脂为原料,采用先进的设备与生产工艺进行生产,严格控制检验产品质量,经过石油施工技术研究所检测,产品技术指标达到和超过CJ/T3002-92部颁标准。特点:具有强度高、耐冲击、耐环境力应开裂、耐腐蚀、耐低温、易焊接、施工方便、严格密封无渗漏等特点。
高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管 直埋式保温管一种是由输送介质的钢管、高密度聚乙烯外套管以及钢管和外套管之间填充的聚氨酯硬泡保温层紧密结合而成。只需将除锈防腐后的钢管套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充分填满钢管与聚乙烯套管之间的空隙,终使钢管、套管、保温层形成一个牢固的整体,达到防腐保温的效果;这种防腐保温方式可以架空或者埋在地下,整个施工过程均可在现场进行。简易工艺流程: 钢管检验-除锈防腐-穿管成型-封头修补-成品检验-成品堆放主要设备: 钢管缓冲平台、拨管机组、传动线、钢管预热炉、抛丸机主机 检验转台和不合格钢管返回传动线、快进滚轮组、牵引机、穿管机械、高压发炮机、修补平台、快出滚轮、检验平台等。产品特点:直埋式预制保温管较之传统的各类保温管材具有十分突出的优点: 1、保温性能好,热损失仅为传统管材的25%,长期运行可节约大量能源,显著降低能源成本。 2、具有很强的防水和耐腐蚀能力,不需附设管沟,可直接埋入地下或水中,施工简便迅速,综合造价低。 3、在低温条件下也具有良好的耐腐蚀和耐冲击性,可直接埋入冻土层。 4、使用寿命可达30-50年,正确的安装和使用可使管网维修费用极低。 可设置报警系统,自动监测管网渗漏故障,准确指示故障位置并自动报警。黑黄夹克管我厂选用优良的专用树脂为原料,采用先进的设备与生产工艺进行生产,严格控制检验产品质量,经过石油施工技术研究所检测,产品技术指标达到和超过CJ/T3002-92部颁标准。特点:具有强度高、耐冲击、耐环境力应开裂、耐腐蚀、耐低温、易焊接、施工方便、严格密封无渗漏等特点。



元丰管道工程有限公司自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了 山西临汾蒸汽管道疏水装置;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为山西临汾及周边认可的 山西临汾蒸汽管道疏水装置制造商。


现场浇注成型是把发泡材料注入内外套管之间、靠物料反应形成整体保温层的方式,这种一次成型形成整体的方式成型方便且保温效果好,是目前应用为广泛的保温层成型方式;该成型方式要求物料在较长的一段管路内分布相对比较均匀,因此对发泡体系流动性要求较高。依据不同的现场施工情况可配制用于管道方面的聚醚组合料。目前的普通型现场浇注料具有优异的流动性,分别用于720、529、325、159等大小规格不同的管道上,密度分布均匀程度好,同时在低温环境施工时有效避免了泡沫脆性。耐高温型泡沫可长期耐温150℃以上。
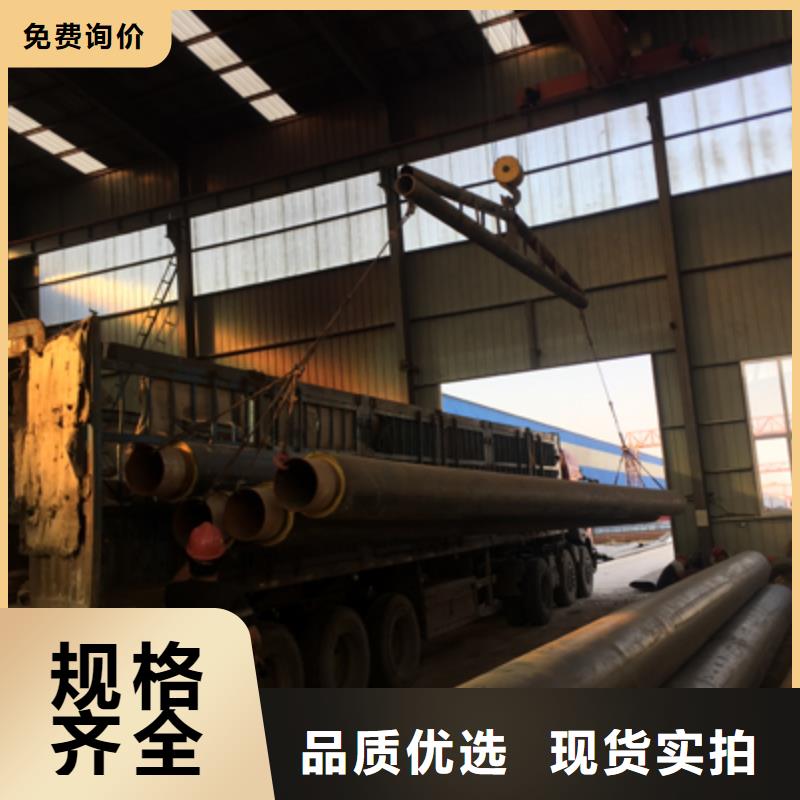
(1)管道下沟前,应检查沟底标高、沟宽尺寸是否符合设计要求,保温管应检查保温层是否有损伤,如局部有损伤时,应将损伤部位放在上面,并做好标记,便于统一修理; (2)管道应先在沟外进行分段焊接以减少固定焊口,每段长度一般在25-35m为宜。下管时沟内不得站人,采用机械或人工下管均应将管缓慢、平直地下入沟内,不得造成管道弯曲; (3)沟内管道焊接,连接前必须清理管腔,找平找直,焊接处要挖出操作坑,其大小要便于焊接操作; (4)阀门、配件、补偿器支架等,应在施工前按施工要求预先放在沟边沿线,并在试压前安装完毕; (5)管道水压试验,应符合设计要求和规范规定,隐检试压手续,待检验合格后把水泄净,冲洗管道; (6)管道防腐,应预先集中处理,管道两端留出焊口的距离,焊门处的防腐在试压完后再处理;



