




我们的公路交通工程护栏产品介绍视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:公路交通工程护栏产品介绍的图文介绍

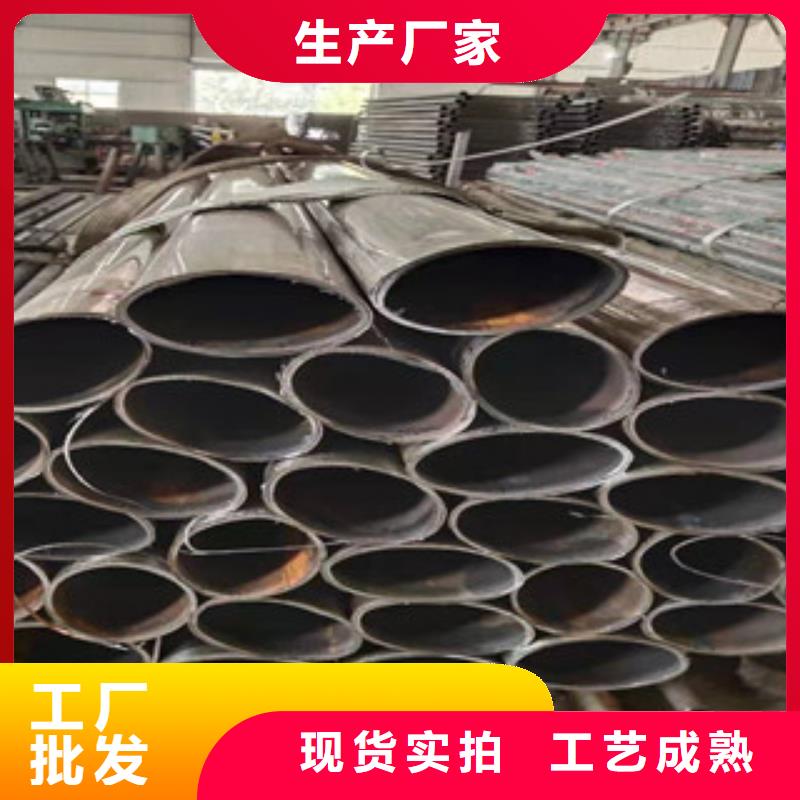
工厂直销,价格可议。多年 云南保山防撞护栏立柱行业生产经验,保持稳定的产品质量,从原料到出厂,严格把关每一个流成,工艺严格技术成熟,保持 云南保山防撞护栏立柱产品质量稳定。


首要用砂纸把锈处打磨平坦,锈迹磨掉,显露光亮的防撞护栏外表, 次粉刷要粉刷防锈漆均匀粉刷,粉刷结束后待油漆干枯后再粉刷第2次,第2次选用聚酯型面漆相同均匀粉刷,要留意外表润滑,待油漆干枯后功德圆满。假如防撞护栏老化严峻的话就要考虑替换新式的了。 其次定时的保养保护是不行短少的环节之一,选用定段定时保护,将间隔持久的防撞护栏产品,进行专业的别离,路途保护施工人员,在定时的检测高速公路的过程中更应留意两边的护栏是否有破损、开焊或是严峻腐蚀现象,呈现这种问题,应该及时奉告高速路途管理中心。让其派转专业保护人员进行现场整理、替换或是其他方面的保养作业。 终将生锈的告高速公路护栏详细尺度记录下来,并使用击打锤在围栏上测验详细的耐性,若发作大面积的掉漆、或是腐蚀现象,那么证明此处的防撞护栏现已被严峻的腐蚀,内部金属元素的软弱程度可想而知。 的办法是及时替换废旧围栏护栏产品。依据详细公路施工面积,选用新的护栏进行实践装置。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。

