以下是:45#碳钢无缝钢管厂家现货供应的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 2天 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 高等 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q355B |
|---|
| 产品品牌 | 杰达通 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 结构、流体、建筑装饰、机械加工、压力容器、电力、化工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品表面描述 | 光滑 |
|---|
| 配送服务 | 可配送到厂 |
|---|
以下是:45#碳钢无缝钢管厂家现货供应的图文视频
您是想要在甘肃省张掖市采购高质量的45#碳钢无缝钢管厂家现货供应产品吗?杰达通钢管有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的45#碳钢无缝钢管厂家现货供应产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13001750087,QQ:2572770787,地址:《聊城开发区汇通国际金属物流园发货到甘肃省 张掖市 甘州区、民乐县、临泽县、高台县、山丹县》。 甘肃省,张掖市 2022年,张掖市地区生产总值581.51亿元,按不变价格计算,比2021年增长6.1%。
无需繁琐的文字描述,观看我们的视频,让45#碳钢无缝钢管厂家现货供应产品一览无余!
以下是:45#碳钢无缝钢管厂家现货供应的图文介绍

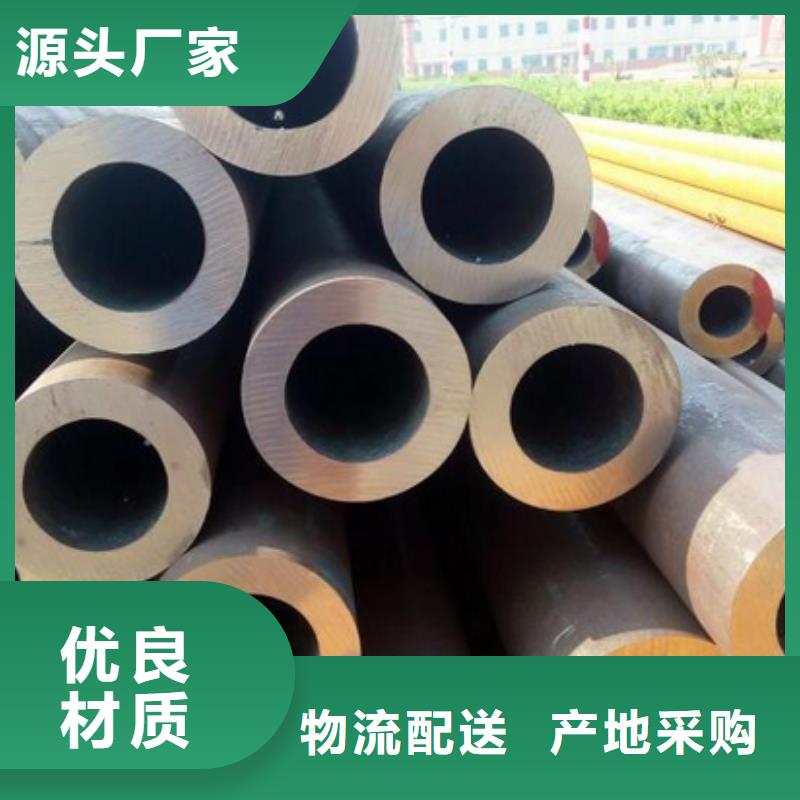
甘肃张掖无缝钢管不均主要表现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。详细为:螺旋状壁厚不均成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整缘由形成的壁厚不均,普通沿钢管的全长呈螺旋状散布。首要方法是调整穿孔机轧制中心线,使两轧辊的倾角持平,按轧制表给定参数调整轧管机。 直线状壁厚不均成因:芯棒预穿鞍座高度调整不适宜,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,形成壁厚不均以至拉凹缺陷。连轧轧辊空隙过小或过大。轧管机中心线误差。单、双机架压下量不均,会构成法兰单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称误差。 调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。交换孔型及轧制规范时应丈量轧辊空隙,使理论轧辊空隙与轧制表坚持分歧。用光学对中安装调整轧制中心线,每年大修时校正轧管机中心线。厚壁钢管、头、尾部壁厚不均成因:管坯前端切斜度、弯曲渡过大、管坯定心孔不正易形成钢管头部壁厚不均。 穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易构成钢坯尾部壁厚不均。检查管坯质量,避免管坯前端切斜度、压下量大,交换孔型或检修均应校正定心孔。选用较低的穿孔速度,以确保轧制的稳定性和钢坯壁厚的平均度。当调整滚动速度时,匹配导板将相应地调整。


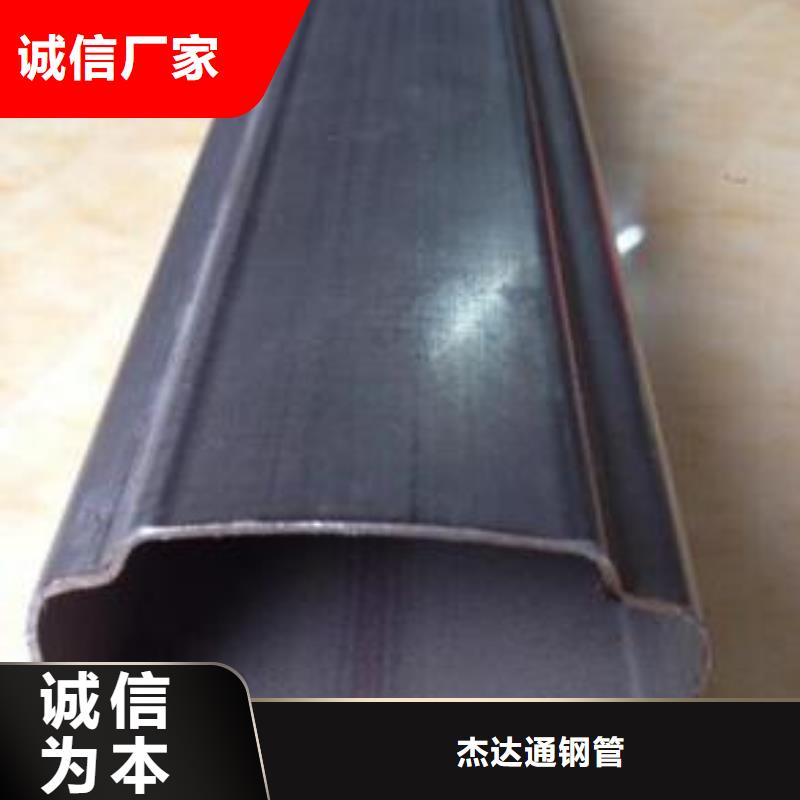
甘肃张掖无缝钢管一般会存在无磁或弱磁性,可是存在磁性的话也会对咱们在使用过程中没走成影响,所以对于很多出产厂家来说,对甘肃张掖无缝钢管进行磁性的仍是十分有必要的。 甘肃张掖无缝钢管发生磁性是因为马氏体或铁素体是带磁性的,因为锻炼时成分偏析或热处理不妥,会形成奥氏体304不锈钢中少数马氏体或铁素体安排。这样,甘肃张掖无缝钢管中就会带有微弱的磁性。 要想彻底上述原因形成的甘肃张掖无缝钢管的磁性,可通过高温固溶处理开康复安稳奥氏体安排,然后消去磁性。特别要提出的是,因上面原因形成的甘肃张掖无缝钢管的磁性,与其他原料的不锈钢,也就是说甘肃张掖无缝钢管的磁性一直显现的是弱磁性。 别的,甘肃张掖无缝钢管通过冷加工,安排结构也会向马氏体转化,冷加工变形度越大,马氏体转化越多,甘肃张掖无缝钢管的磁性也越大。如同一批号的钢带,出产Φ76管,无显着磁感,出产Φ9.5管。因泠弯变形较大磁感就显着一些,出产方矩形管因变形量比圆管大,特别是折角部分,甘肃张掖无缝钢管变形更剧烈磁性更显着。



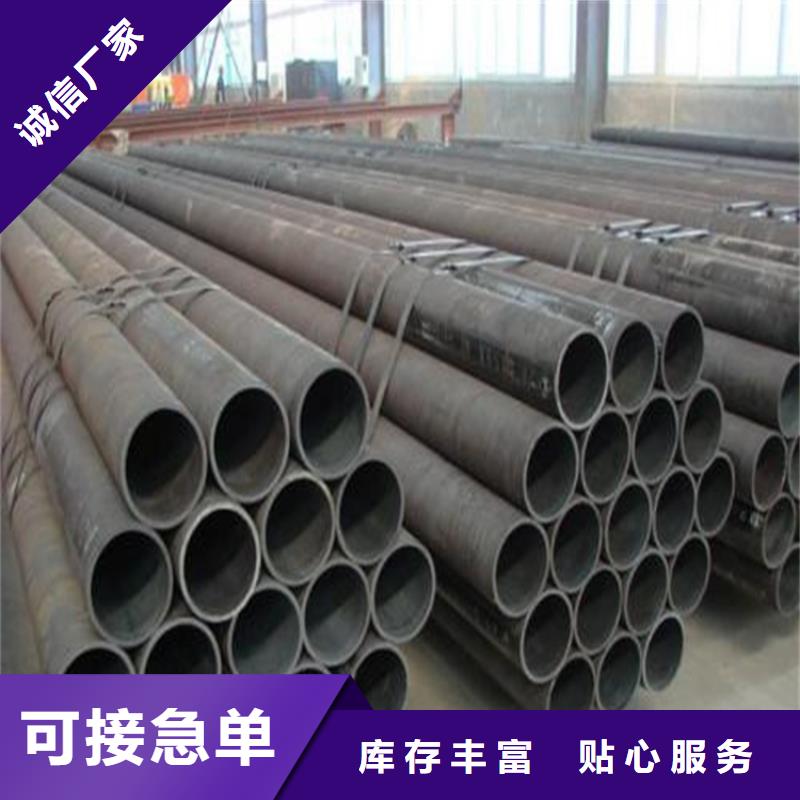
甘肃张掖[L245N无缝钢管]实力厂家、现货仓储、量大价优。大厂货源,质量稳定,24小时为您提供支持,以服务立口碑


甘肃张掖无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。



杰达通钢管有限公司【0635-8889121】在甘肃省张掖市本地专业从事45#碳钢无缝钢管厂家现货供应,价格低,发货快,效果好 ([城市群])可送货上门。