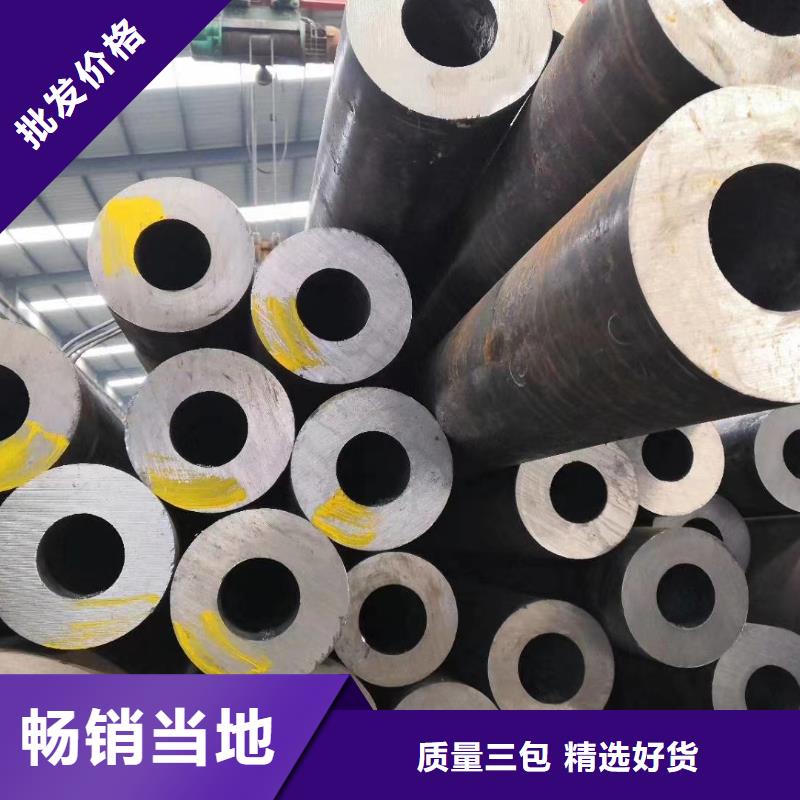
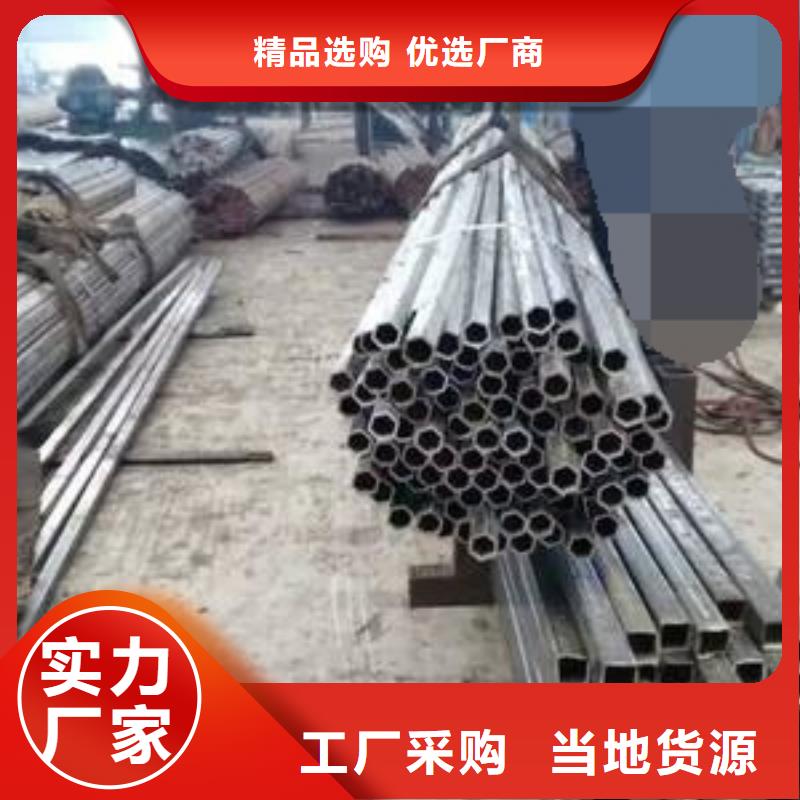
以下是:20#碳钢管厂家质量放心的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 2天 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 高等 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q355B |
|---|
| 产品品牌 | 杰达通 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 结构、流体、建筑装饰、机械加工、压力容器、电力、化工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品表面描述 | 光滑 |
|---|
| 配送服务 | 可配送到厂 |
|---|
以下是:20#碳钢管厂家质量放心的图文视频
20#碳钢管厂家质量放心_广东省肇庆市杰达通钢管有限公司,固定电话:13001750087,移动电话:0635-8889121,联系人:张经理,QQ:2572770787,聊城开发区汇通国际金属物流园发货到广东省 肇庆市 端州区、鼎湖区、广宁县、怀集县、封开县、德庆县、高要区、四会市 发货到 广东省肇庆市。 广东省,肇庆市 肇庆市,古称端州,广东省辖地级市,是粤港澳大湾区、珠江—西江经济带的重要节点城市,广佛肇经济圈、广州都市圈重要组成部分。2023年,被评为三线城市。全市下辖3个区、4个县、代管1个县级市,总面积约14897.45平方千米,截至2022年末,肇庆市常住人口412.84万人。
我们的20#碳钢管厂家质量放心视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:20#碳钢管厂家质量放心的图文介绍
肇庆杰达通钢管有限公司依靠数字化管理,可变换多种生产 [L245N无缝钢管]模式,能够高品质、率的解决大批量以及定制化生产要求。我们不断在 [L245N无缝钢管]领域探求,注重前沿科技、创新和 [L245N无缝钢管]产品研发,肇庆杰达通钢管有限公司注入源源不绝的新鲜生命力;致力为广大客户提供高品质、多元化的专业 [L245N无缝钢管]产品和服务。肇庆杰达通钢管有限公司成长的过程,就是服务客户和客户一起不断成功的过程。我们用心做好每一件事,满怀信心迎接每一次的挑战。


热处理是将无缝钢管放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的晶相组织结构,来控制其性能的一种无缝钢管热加工工艺。常化的热处理工艺除了退火、回火外,还有以下三类:无缝钢管常化处理,也称为正常化处理。无缝钢管热处理工艺中的常化处理实际就是正火处理。通常是在热加工过程中,无缝钢管材料组织改变,性能也随之改变,为了使组织恢复常态,常常采用正火处理,因此也把正火处理称作常化处理。常化处理可以作为终热处理,也可作为预先热处理,还可改善加工性能。一般情况下,碳钢正火处理就是将加热到高温并完成奥氏体化的碳钢工件,直接在空气中冷却,以获得细小珠光体组织的热处理工艺。正火热处理的组织具有较好的综合机械性能。无缝钢管淬火是将无缝钢管加热到奥氏体化温度即临界温度AC3(亚共析钢)或AC1(过共析钢)以上某一温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度冷却快冷到Ms以下(或附近等温)进行马氏体(或贝氏体)转变的热处理工艺。另外,通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。调质淬火时,使无缝钢管的淬火部位得到以细针状淬火马氏体为主的显微组织。但其中高温回火是指在500-650℃之间进行回火,高温回火后得到回火索氏体。这是一种铁素体与粒状碳化物的混合物。



杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。



如果选择的冷处理方法错误,就会影响无缝钢管的特性。 因此,在感冒治疗的整个过程中都必须采取措施,但大多数人并不知道如何做好。 嗯,其实具体的主要内容取决于以下几个方面。 无缝钢管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到水平运动,又称双效油缸,在施工中很常见 液压挖掘机等机械。 无缝钢管的双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 由于无缝钢管两侧液压缸的直径相同,活塞杆两侧的总有效面积相同。 另外,这种液压系统经常出现在来回速度相同但驱动力不大的区域,例如数控磨床控制台。 冷处理前,无缝钢管应在沸水中煮沸30秒,可降低15%左右的热应力。 冷处理可按传统方法进行。 建议是选择负60度的基本方案,然后在负120度进行制氢。 固溶温度越低,无缝钢管中的残余马氏体转化为奥氏体的量就越高,但是不太可能,经过试验可以发现大部分都有2%左右的残余,那么残余马氏体 此时必须保存,可以起到缓存的作用。



无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。
您是想要在广东省肇庆市采购高质量的20#碳钢管厂家质量放心产品吗?广东省肇庆市杰达通钢管有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的20#碳钢管厂家质量放心产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13001750087,QQ:2572770787,地址:《开发区汇通国际金属物流园》。