


联系我们

当前位置:
九冶管业有限公司 >
内江当地行业新闻
高精度珩磨管厂家-价格低
更新时间:2024-10-31 03:18:35 浏览次数:2 公司名称: 九冶管业有限公司
以下是:高精度珩磨管厂家-价格低的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#无缝钢管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸机械加工 |
| 是否进口 | 否 |
以下是:高精度珩磨管厂家-价格低的图文视频



高精度珩磨管厂家-价格低,九冶管业有限公司为您提供高精度珩磨管厂家-价格低的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到四川省 内江市 威远县、资中县、隆昌市。 四川省,内江市 内江域内,西汉首设资中县,东汉划资中县以南地域设汉安县;因江水环绕90余里,至隋文帝时改称内江;内江名胜众多,如隆昌古牌坊群、圣水寺、西林寺、重龙山摩崖石刻、资中文庙、资中武庙,以及威远穹窿地貌等人文景观;内江人杰地灵,才俊辈出,是孔子之师苌弘和国画大师张大千的故乡。“一师二相三状元四大家”彪炳史册,有“大千故里”“书画之乡”“文化之乡”之誉。
想要知道高精度珩磨管厂家-价格低产品如何?看视频就知道!看视频,选产品更明智!
以下是:高精度珩磨管厂家-价格低的图文介绍


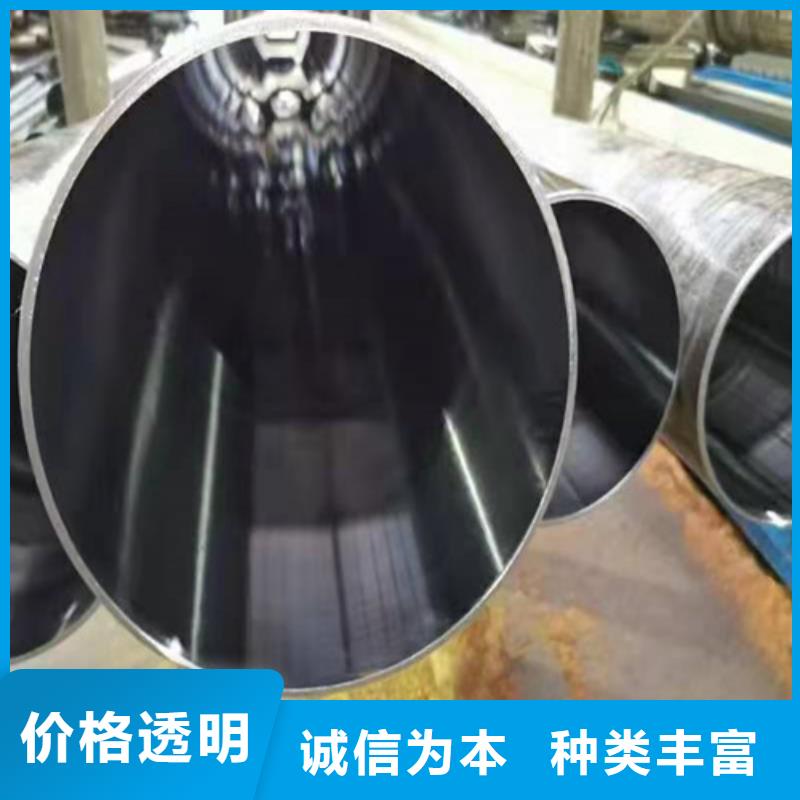
怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,



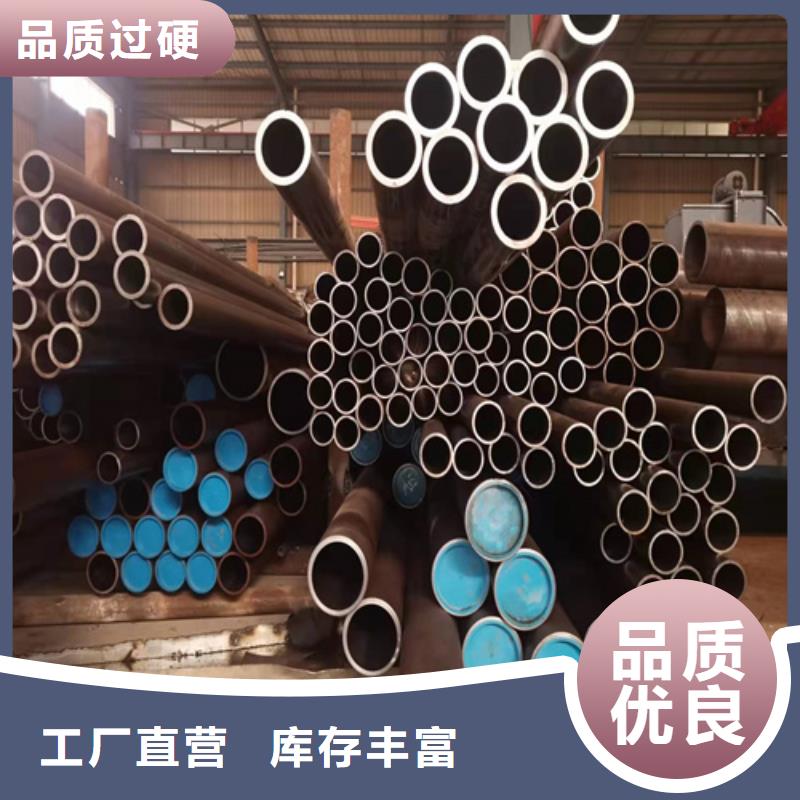
九冶管业有限公司拥有一支能文能武,高素质的 四川内江不锈钢缸筒生产和技术研发团队,以精湛的技术工艺,精益求精的 四川内江不锈钢缸筒产品获得众多用户认可。主营产品: 四川内江不锈钢缸筒。 拥有完善的 四川内江不锈钢缸筒产品质量监督管理体系及完善的检测手段,坚持质量,交货及时,价格低廉,服务周到的原则。我们以雄厚的技术力量,以及灵活快捷的工作态度竭诚为您服务。 本公司服务宗旨:诚信服务、质量是生命!真挚的愿与各界朋友在 四川内江不锈钢缸筒领域中,合作生产,共同发展!


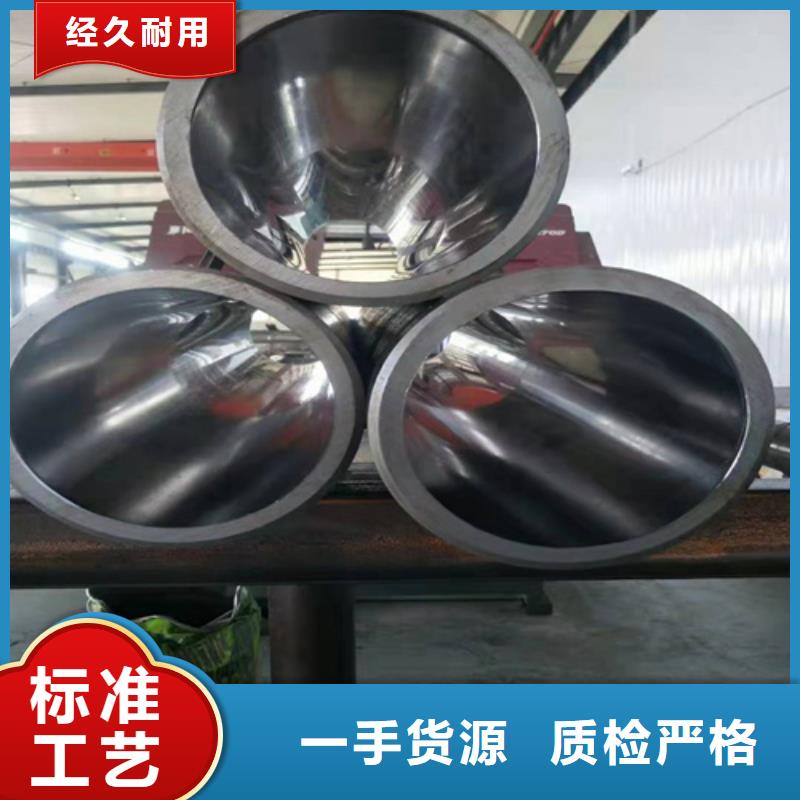
加工精度高,主要是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。了解一下珩磨管的滚压要求及拆卸顺序在拆卸液压油缸之前,应使得液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。拆卸珩磨管时要按顺序进行。由于不同液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用工具,禁止使用扁铲,对于法兰式端盖要用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆很难抽出时,不可强行打出,应先查明原因再进行拆卸。



如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。

高精度珩磨管厂家-价格低,九冶管业有限公司为您提供高精度珩磨管厂家-价格低产品案例,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园。