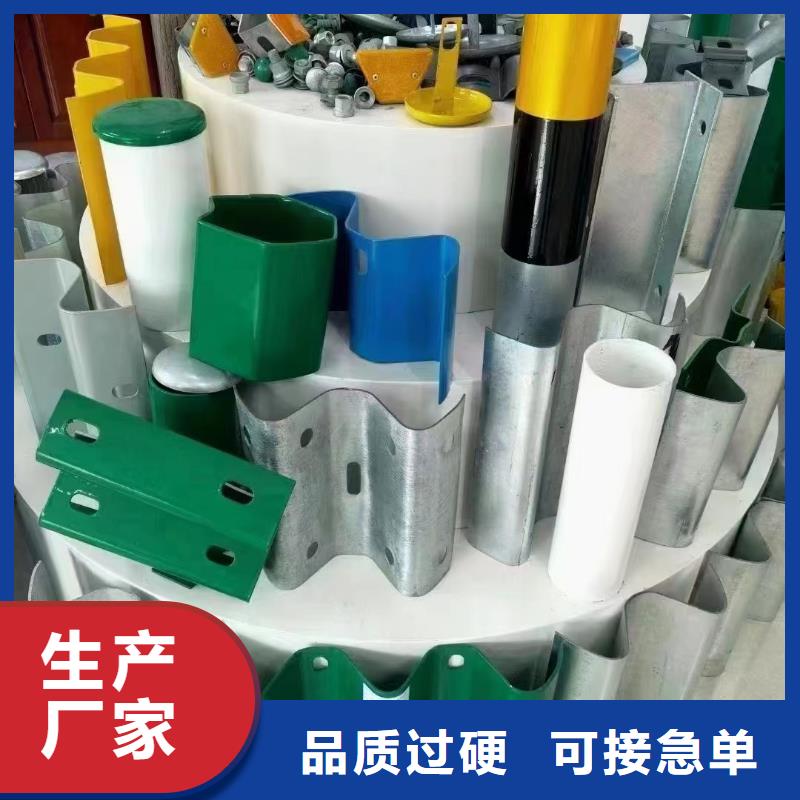

服务周到的桥梁的防撞护栏批发商视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:服务周到的桥梁的防撞护栏批发商的图文介绍
铁艺护栏是现在很常用的一种护栏,目前被大家广泛的应用于小区等地,它不像锌钢护栏一样不易生锈。铁艺护栏外形优美,造型多种多样,但是它的耐锈耐腐蚀能力大不如锌钢护栏,那么,我们应该怎么保护铁艺护栏,使得铁艺护栏不生锈呢。 今天我们给大家介绍一下铁艺护栏的安装流程。希望大家对铁艺护栏的安装作一个比较细致的了解。其实说到铁艺护栏,我想大家应该都不会陌生,毕竟它现在已广泛应用在很多地方,我们到处可见,比如:幼儿园、学校、办公区、工厂等等。 工程流程:安装预埋件放线安装立柱扶手与立柱连接打磨抛光安装预埋件(后加埋件)铁艺护栏预埋件的安装只能采用后加埋件做法,其做法是采用螺栓与钢板来制作后置连接件,先在土建基层上放?。 但对于它的施工,应该没有几个非业内人士知道的,这里诚信不锈钢铁艺部人员给大家讲述一些铁艺护栏施工的基本流程。扶手与墙体面的连接也同样采取上述方法。放线由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。加大国道和省道改造力度。 着力等级、服务能力和水平。重点国省道二级及以上公路比例,加快实施县通二级公路建设,国道二级及以上公路比例达到70%以上。建设,增强国道对县级及以上节点的连接和覆盖。加大危桥改造力度,按照规范要求严格实施安保工程。 继续推进农村公路建设。推进以西部建制村通沥青(水泥)路为重点的全国通达、通畅建设任务;完善农村公路基础设施,包括桥梁新改建工程、安保工程等;络状况,包括县乡道改造、连通工程等。到末,农村公路总里程达到390万公里。 到末,农村公路总里程达到390万公里。加快公路运输站场建设。公路客、货运输站场建成率力争达到50%和40%。重点建设一批集铁路、公路、城市交通客运中转换乘功能于一体、实现“零距离换乘”的综合客运枢纽,大力推进一级公路客运站建设,地级市至少拥有1个一级客运站。



广顺交通设施有限公司价值观:责任、诚信、感恩
是我司在长期的经营 青海玉树波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家活动中所形成的共同价值观念、行为准则、道德规范,体现我司的精神传达、人际关系、规章制度、生产服务等集合。“责任”是我们前进的动力,“诚信”是我们立足的根本,“感恩”是我们发展的力量。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。


