



耐候钢板立柱防氧化生锈视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:耐候钢板立柱防氧化生锈的图文介绍

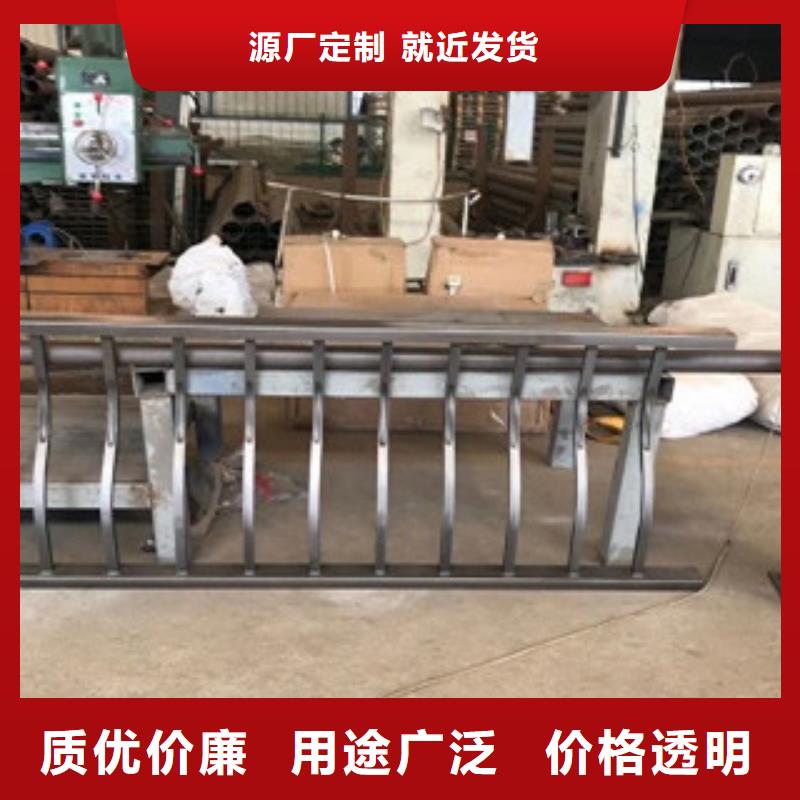
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


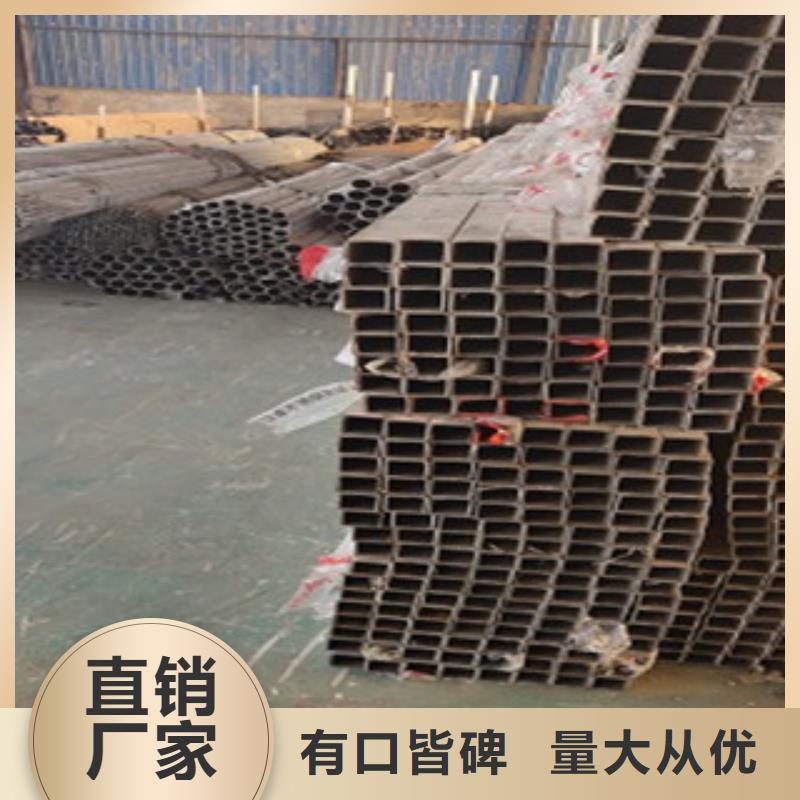
不锈钢复合管是一种以碳钢或低铬钼合金钢(珠光体钢) 为基体、 以高合金不锈钢为复层材料, 通过堆焊、 爆炸复合和热轧复合等工艺手段将两种金属结合在一起的节能材料。 基层材料承担着管道的承压作用,质量占钢管总质量的大部分; 复层材料是能满足工艺管道耐腐蚀性要求的高合金不锈钢材料, 厚度通常为 3mm。 不锈钢复合钢管主要为在碳钢或低铬钼合金钢无缝钢管内壁堆焊高合金不锈钢材质和不锈钢复合钢板通过卷制焊接而成的直缝钢管, 既具有基层材料钢管的强度和刚度, 又具有复层材料良好的耐腐蚀性能, 非常适合石油化工装置耐高温、 抗腐蚀的要求,如常减压装置的常压侧线柴油管道、 常压转油线及减压转油线等场合, 在催化裂化和延迟焦化等装置也有广泛的应用。



俊邦金属材料有限公司是国内专业的 湖北恩施304不锈钢复合管 生产制造厂家,工厂位于开发区辽河路东首。公司自成立以来坚持品质创新,在国内率先成功研发并推出了开发区辽河路东首系列产品。我公司多年经验,做事快捷,竭诚为您服务。我们本着诚信为本,服务至上的原则,为各大厂矿,建筑工程提供优质可靠的钢材供应服务。



