
简约而不简单,我们的不锈钢复合管加工定制产品视频将用直观的方式展示产品的核心价值。
以下是:不锈钢复合管加工定制的图文介绍

鑫隆昌金属材料有限公司位于[地址。经营范围包括 江苏泰州钢板立柱 。我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。


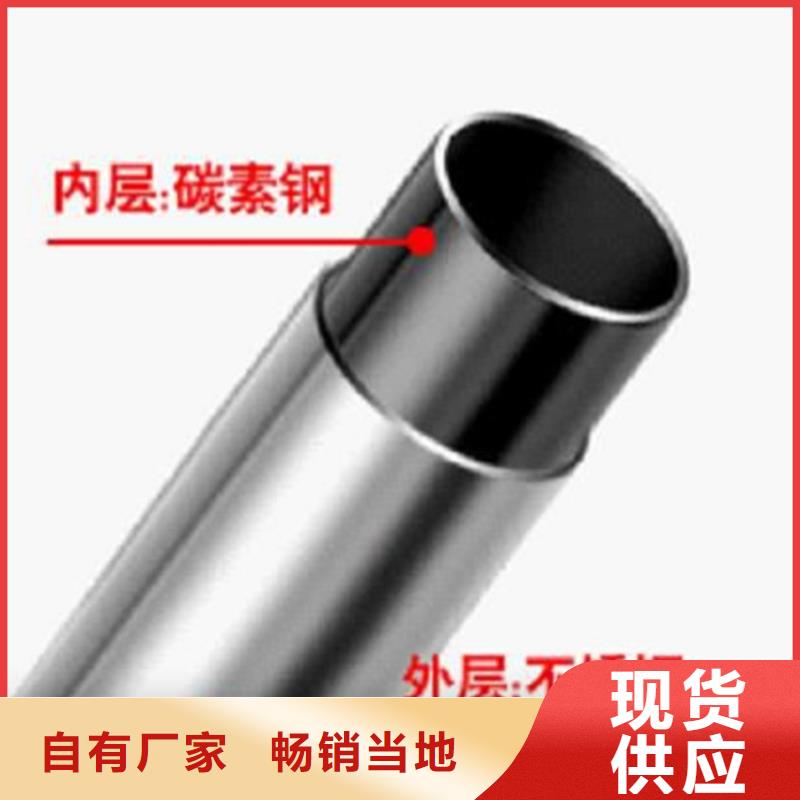
聊城正久金属制品有限公司生产的不锈钢双金属复合管介绍:将不锈钢和碳素结构钢两种金属材料,采用高科技无胶压力同步复合,不仅显著改善普通钢管的表面缺陷和实用性能,而且兼具不锈钢良好的抗腐蚀性和卓越美观的华丽外表,使装饰和负荷完美结合。 作为节能和绿色环保新材料,不锈钢复合管于2002年被列入国务院中国社会调查研究所特别产品,2003年初,不锈钢复合管 标准GB/t18704-2002正式颁布,从此, 不锈钢复合管从材料选择、工艺方法、质量校验、市场应用等各方面,都有了一套严格的管理规范。由于集中体现了豪华、美观、质坚、价廉等一系列突出优点,不锈钢复合管问世几年来,已广泛应用于市政建设、机械构建、现代家具、装饰装潢、体育医护等众多领域,成为装饰-结构两用新型材料。



不锈钢复合管怎么焊接?焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。


聊城正久金属制品有限公司是专门生产不锈钢复合管的大型加工企业,车间拥有多条自主知识产权生产线,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工。 先进生产工艺和严格检测段,使企业产品全部通过不锈钢复合管标准(GB/T18704-2008)。不锈钢复合管是由不锈钢管与碳素钢管复合而成,技术含量高,设备精密,工艺先进产品质量稳定,采电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材替产品。 复合管桥梁护栏是由不锈钢和碳素钢内外复合而成复合管制做,不锈钢管和不锈钢复合管区别不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管封闭良好情况下可保证其防锈期限与纯不锈钢无异。
