以下是:大口径法兰毛坯全国发货的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000-8000 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 500000吨 |
|---|
| 运费说明 | 3-7 |
|---|
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
以下是:大口径法兰毛坯全国发货的图文视频
在辽宁省鞍山市采买大口径法兰毛坯全国发货到搏远金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:季先生-18563543833,QQ:364354310,地址:《聊城山东省聊城经济技术开发区蒋官屯办事处季海工业园发货到辽宁省 鞍山市 铁东区、立山区、千山区、台安县》。 辽宁省,鞍山市 鞍山市早的文明可追溯到远古时代,在距今约两万年前,人类就开始在这里生息繁衍;有确切文献记载始于战国时期的燕国,隶属于辽东郡;汉代开始土法冶铁,辽金进入极盛时期,冶铁文化历史久远。鞍山因市区南部一座形似马鞍的山峰而得名,因盛产岫玉,故而又有“中国玉都”之称,拥有世界玉佛、亚洲温泉、名胜千山、中华宝玉之都和祖国钢铁之都五大旅游品牌。
我们的大口径法兰毛坯全国发货视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:大口径法兰毛坯全国发货的图文介绍

搏远金属制品有限公司服务与承诺:
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、 齐全的 辽宁鞍山异性件厂家产品、低廉的价格、 优质的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、 辽宁鞍山异性件厂家品种齐全、 辽宁鞍山异性件厂家价格合理。


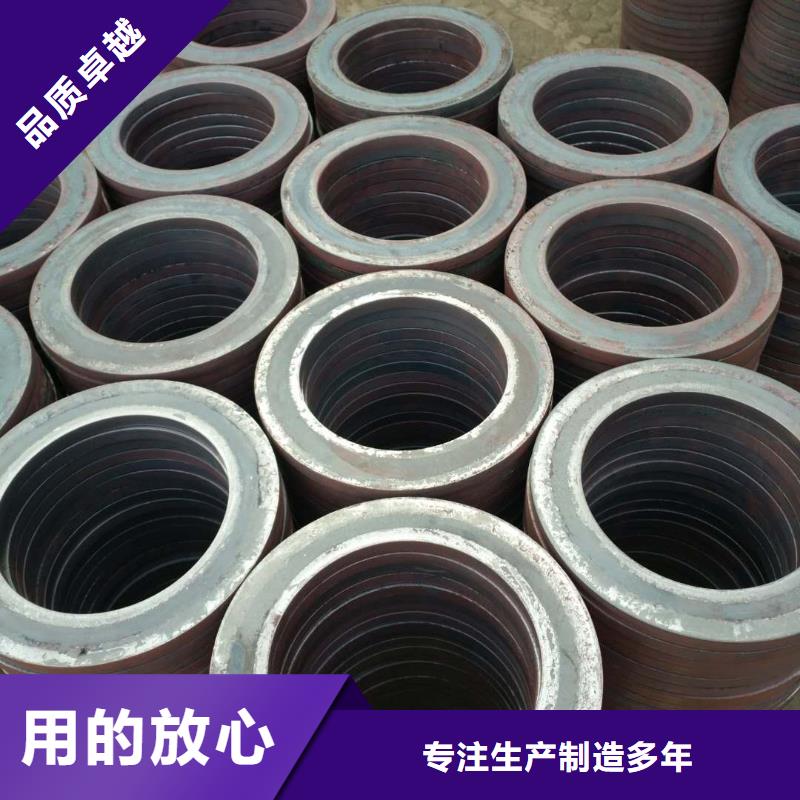
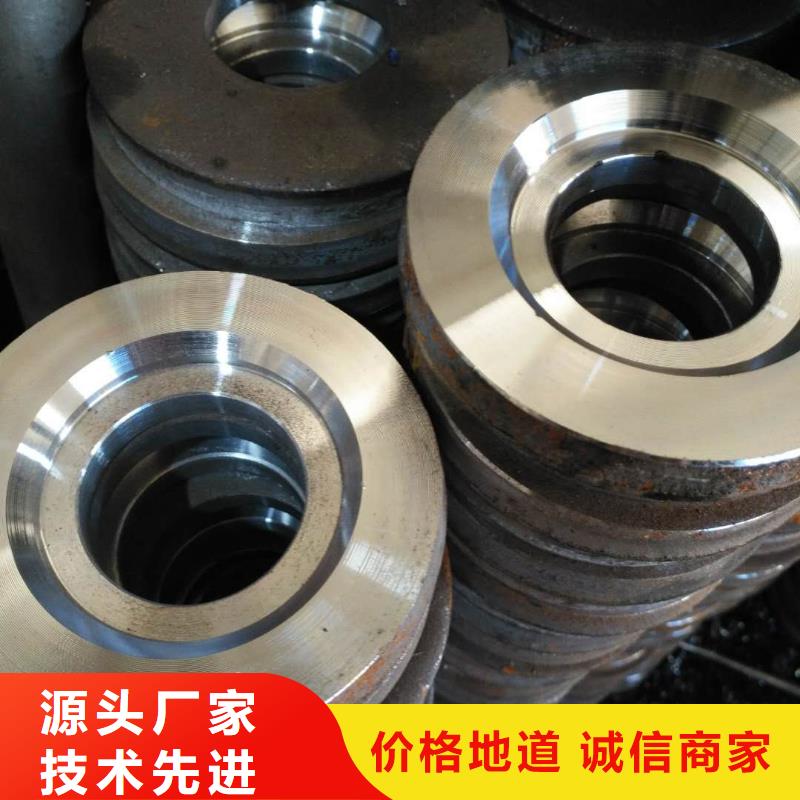
聊城搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。法兰盘简称法兰,只是一个统称,通常是指在一个类似盘状的金属体的周边开上几个固定用的孔用于连接其它东西。这东西在机械上应用很广泛,所以样子也千奇百怪的,只要像就是叫法兰盘,其名字是来源于英文flange。法兰(flange)又叫法兰盘或突缘盘。
使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰管件(flanged pipe fittings)指带有法兰(突缘或接盘)的管件。它可由浇铸而成(图暂缺),也可由螺纹连接或焊接构成。法兰连接(flange,joint)由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使连接严密不漏。法兰连接是一种可拆连接。按所连接的部件可分为容器法兰及管法兰。按结构型式分,有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊法兰。平焊法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性较大,适用于压力温度较高的场合。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。


在辽宁省鞍山市采购大口径法兰毛坯全国发货请认准搏远金属制品有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:季先生-18563543833,QQ:364354310,地址:山东省聊城经济技术开发区蒋官屯办事处季海工业园)。