





想要真正了解护栏立柱(不锈钢立柱)移动方便产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
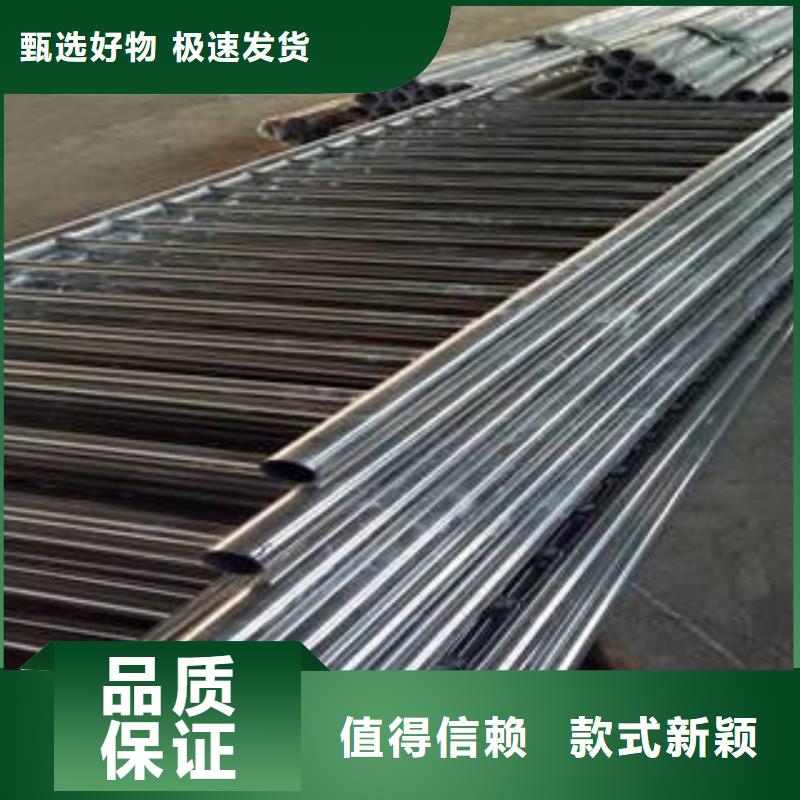
以下是:护栏立柱(不锈钢立柱)移动方便的图文介绍
移动方便")
移动方便")
因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
移动方便")
移动方便")
移动方便")
俊邦金属材料有限公司自成立以来,主要致力于 贵州贵阳304不锈钢复合管 等产品的生产与加工。公司成产以来,始终以“精心服务、客户至上、锐意进取”的经营理念,坚持“客户至上”的原则为同行提供配套服务。您的需要就是我们的服务,您的满意就是我们的目标,我们坚信,未来你您的支持下,我们的事业会更加辉煌,我们以准备好,以、及时、的服务为客户提供优质的服务。
移动方便")
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。
移动方便")
移动方便")
