


联系我们

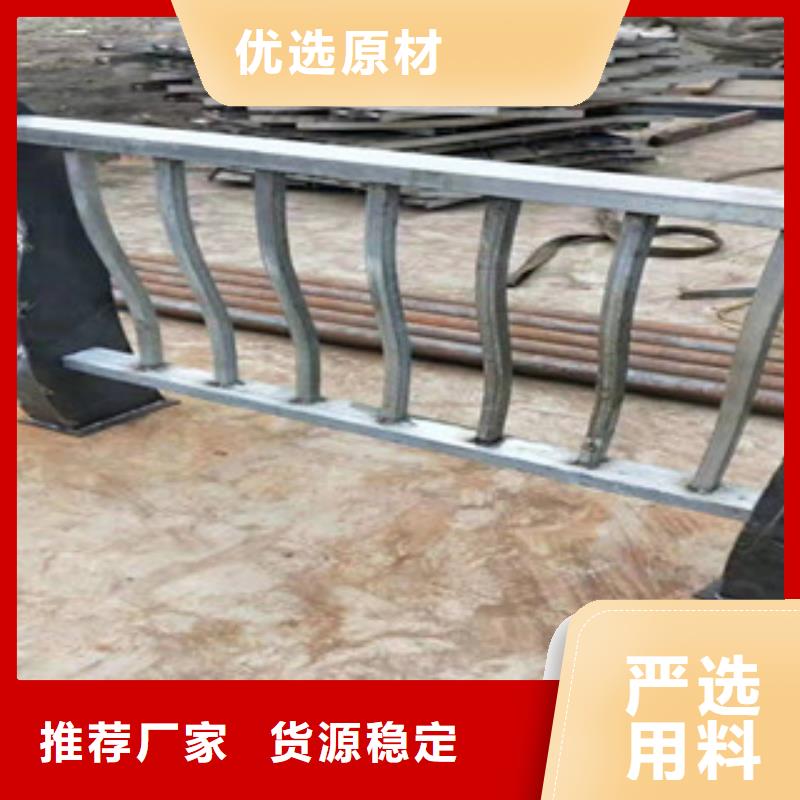
不锈钢复合管隔离护栏防生锈
更新时间:2024-12-28 05:23:26 浏览次数:3 公司名称: 鑫隆昌金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 89572000 |
| 运费说明 | 3 |
| 材质 | 不锈钢 |
| 产地 | 山东聊城 |
| 规格 | 201 304 |
| 品牌 | 聊城正久 |
| 是否定制 | 是 |
| 表面处理 | 喷塑 抛光 拉丝 |
| 适用范围 | 桥梁 河道 高铁 人行横道 |
| 加工方式 | 来图来样加工 |





诚实、守信、敬业、创新是我们的企业精神。以质量求生存,以信誉求发展是我们的经营方针。鑫隆昌金属材料有限公司全体员工热忱欢迎各界朋友与我们建立合作关系,我们将全力为您提供满意、放心、周到的 湖北恩施钢板立柱 。


由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。 复层的焊接 打 底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



①、根据设计图纸进行立柱钻孔,并检查使之与道路线形相协调。
②、如路肩基本情况允许,采用打入法设置立桩,施工时应定位,立柱打入土中应至设计深度,当打入过深时,不得只将立柱部拔出加以矫正,而须将其全部拔出,待基础压实后重新打入。
③、立柱打入困难时,可采用钻孔法或开挖法安装立柱。采用钻孔法安装,立柱定位后应与路基相同的材料回填,并分层夯填密实;采用开挖法埋设立柱,回填土应采用良好的材料并分层夯实(每层厚不超过15cm),回填土的压实度不应小于相邻原状土。


栏杆立柱说明:
材料材质:由201、304、316不锈钢、锌钢、铝镁合金精制而成。
表面处理:高磨砂、8K镜光、高镀钛、冷热镀钛、静电喷涂、电泳着色。
立柱高度:任意定制高度、适合各种要求。
材料规格:空心板、实心板、空心管均可、规格齐全。
玻璃挂件:设计合理、款式多样、任意搭配、可适用任何尺寸厚度的玻璃。
扶手托架:牢固、样式独特、可适应任何形状扶手面管、如圆光、方管、蛋形管、平椭圆、钢板、可穿、可焊、可顶、可插。
立柱底板:斜面、侧面、平面、预埋、螺丝固定、焊接均可、适应任何安装环境。
立柱配件:空心实心、一应俱全。
立柱款式:高组合式、来图来样定制、可随意穿管、挂玻璃、样式与国际接轨、外观追潮流时尚、品质被界内公认、不经意中常被效仿。



防止不锈钢复合管焊接起裂纹的办法?
首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度 能够控制150度左右。
山东聊城正久金属制品有限公司是一家不锈钢复合管、不锈钢复合管栏杆、不锈钢复合管护栏供应企业,集贸易、服务、于一体的省级大型护栏生产厂家。公司主营各种:不锈钢复合管、不锈钢复合管栏杆、不锈钢复合管护栏、护栏等系列产品!
