


联系我们

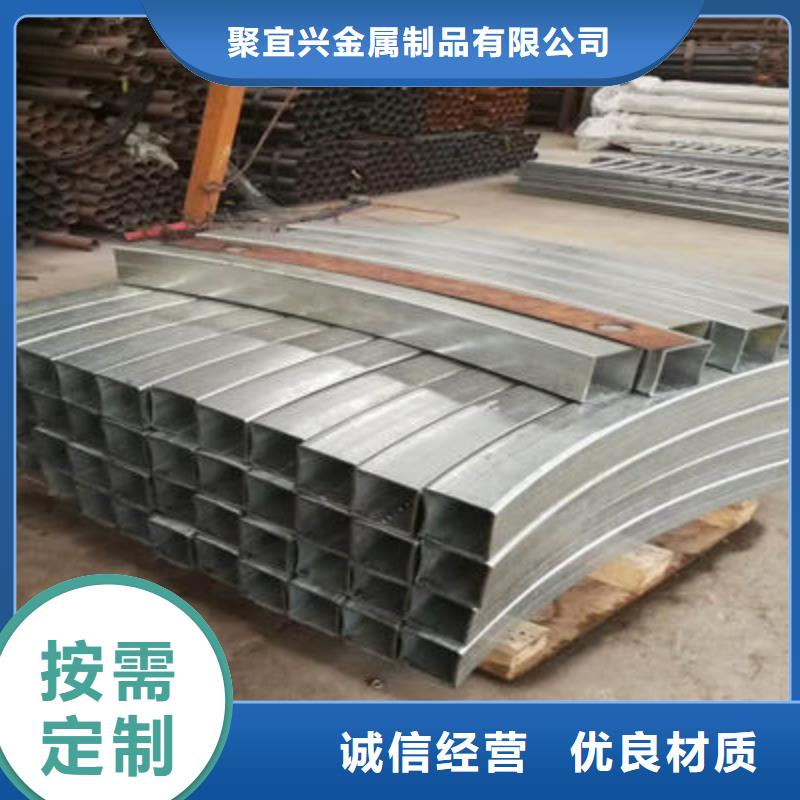
景观道路护栏厂家直销_价格实惠
更新时间:2024-12-26 16:23:27 浏览次数:6 公司名称:聊城 聚宜兴金属制品 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 材质 | 201、304、316、235、345 |
| 品牌 | 聚宜兴 |



“追求品质,不忘初心”是聚宜兴金属制品 有限公司一贯坚持的产品理念。目前,聚宜兴金属制品 有限公司达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,聚宜兴金属制品 有限公司生产的所有 四川凉山木纹景观护栏产品均采用环保材料, 四川凉山木纹景观护栏制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!


城市路途护栏的终究开展将越来越少,根据两点:路途规划功用更为齐备,立体化或多层化,不同交通方法将在不同的路途平面上;另一点则是交通文明程度越来越高,不文明交通行为将很少呈现。因而,交通护栏将向"轻、巧、美","、环保、经济、经用"方向开展。
"轻": 路途护栏资料要选用新式轻质资料,上部结构轻盈,下部结构严肃;"巧": 路途护栏规划要科学,外型结构简洁明了,便利保护; "美": 路途护栏外表要漂亮大方,与现有交通标志相辅相成;起到成为都市风景线的效果;"":路途护栏应有警示的功用,提示驾驶员留意周边环境,一起也能提示行人注意,阻挠行人钻越,起到防患于未然的活跃效果。
"环保":路途护栏应在出产、装置、运用和保护过程中做到无污染,到达保护环境的意图;"经济":路途护栏应遵从"轻、巧、美"的规划准则,科学地选用恰当制作质料,达到多功用效果,下降归纳本钱,节省出资;"经用":路途护栏应在长期运用中承受不同环境污染,一起能下降保护费用,然后达到长期运用的成效。
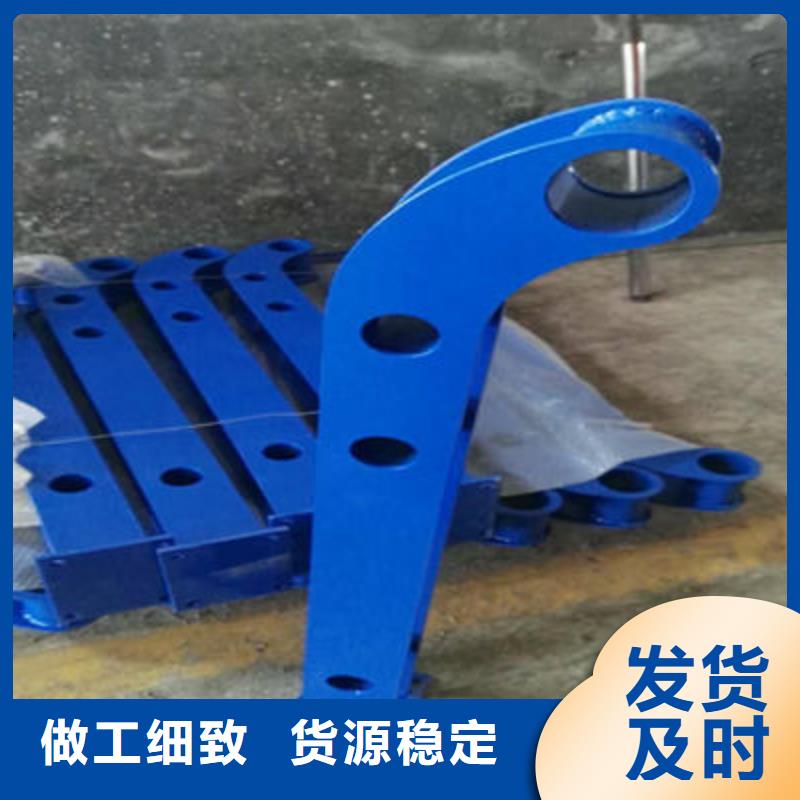
颜色功用规划:这是一个全新的理念。为了满意交通与路途疏通需求,在现在交通颜色红、白、黄、绿、黑的基础上,变绿为蓝,构成红、蓝、白、黄、黑五种根本颜色,在交通护栏上规划与装备有关方向、行车规矩、警示的各种组合颜色,丰厚城市交通言语(见红分东西,东是红来西是黄;见蓝分南北,南是蓝来北是白;见黄一直开;上红下蓝可右转,上蓝下红往左转。)到达简洁明了,一看便知的特色。






不锈钢复合管的工艺性能有:榜首、压扁实验 将复合管试样的外径压扁至管径的1/3时,试样不得有裂纹和裂口。曲折实验 曲折视点为90度,弯心半径为复合管外径的3-5倍,复合管试样曲折处内旁边面不得有皱褶。
扩口实验 顶心锥度为60度,将复合管试样的外径扩至管径的6百分之时,不得有裂纹和裂口。不锈钢复合管于2002年 标准GB/T18704-2002正式公布,从资料质量挑选,查验等方面都有了一整套严厉标准的。
因为外表漂亮、价格低廉等长处,现已广泛用于桥梁护栏,装修装潢,车辆附件,运送辊轮,纺机配件等范畴,不锈钢耐腐蚀的原因是什么呢: 一切金属都和大气中的氧气进行反响,在外表构成氧化膜。
在一般碳钢上构成的氧化铁继续进行氧化,使锈蚀不断扩大,终究构成孔洞。能够使用油漆或耐氧化的金属进行电镀来确保碳钢外表,可是,这种维护仅是一种薄膜。假如维护层被损坏,下面的钢便开端锈蚀。



不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。