

以下是:
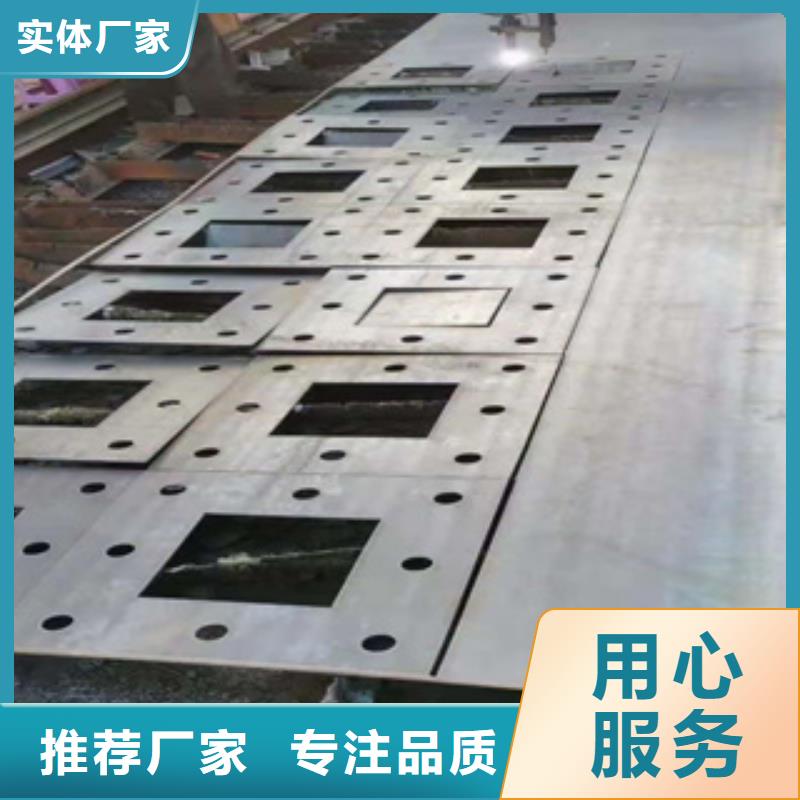
耐候钢板标准的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 材质 | NM400 NM450 NM500 NM360 MN13 |
以下是:
耐候钢板标准的图文视频




【导语】: 耐候钢板标准_鑫邦源特钢有限公司,固定电话:15963170288,移动电话:15275839870,联系人:颜经理,QQ:1143544302,聊城经济开发区钢管城2排5号发货到山东省 淄博市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县 发货到 山东省淄博市。 山东省,淄博市 淄博市的临淄区是历史文化名城,历史悠久,淄博的临淄是古代齐国的首都,为齐文化的发祥地、世界足球起源地,有“东方古罗马”之称,“淄博烧烤”已经成为淄博的新名片,淄博烧烤节于每年五一前后举办。淄博这个地名形成于20世纪20年代初期,原为淄川、博山两地的合称。淄博是全国文明城市之一。
文字再美,也抵不过视频中的
耐候钢板标准产品真实呈现,赶快点击观看吧!
以下是:
耐候钢板标准的图文介绍
鑫邦源特钢有限公司常年经销【山东淄博合金钢管】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。


碳化铬耐磨板生成晶核的条件是过冷度。在一定范围内过冷度越大,固液两相的自由能相差越多,越有利于形成晶核。焊接时的冷却速度高,容易较大的过冷度,有利于凝固过程的进行。与双金属耐磨板一样,碳化铬耐磨板熔池中的晶核也是以异质晶核(非自发晶核)为主。 熔池中存在有两种所谓现成表面:一种是合金元素或杂质的悬浮质点,由于温度高,可以成为异质晶核的难熔质点很少(在一般正常情况下所起作用不大);另一种就是熔合区附近加热到半熔化状态基本金属的晶粒表面,这个半熔化的晶粒的尺寸与构造新相形成条件,而成为新形核的表面。 也就是说,熔池凝固时主要是以半熔化的母材晶粒为晶核并长大。因此,熔池具备了有利的形核条件。焊接时,为改善碳化铬耐磨板焊缝金属的性能,通过焊接材料加入一定量的合金元素(如铝、、钛、钼等)可以作为熔池中非自发晶核的质点,从而使焊缝金属晶粒细化。 焊接热循环作用下的焊缝形成有几个重要阶段,首先是耐磨衬板的局部和填充金属熔化,然后是熔化金属由液相到固相的凝固结晶,再就是连续冷却的固态相变。熔焊方法形成的焊接熔池的凝固结晶过程是晶体生产晶核与晶核长大的过程。



相反,如果电弧燃烧不,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。影响电弧性的因素有焊接电源种类及特性、焊接电流、焊接电压和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧性产生影响。 生产中焊接电弧性的措施和方法是:对于采用交流电源的焊接方法,其电弧性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的性。复合耐磨板焊接时两块耐磨板之间距离对电弧性有影响,所以两块复合耐磨板间距要得当。 也可以采用特殊的电流波形比如双凹电流波形来解决电弧性问题。复合耐磨板中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧性也可以得到。焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧性又是影响焊接质量的一个重要因素。 焊接工艺性能由于自保护双金属耐磨板的工艺参数适应性小,所以试验中对其进行了。双金属耐磨板58-O,60-O的焊接工艺性能优良:电弧燃烧,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。



【总结】:在山东省淄博市采购 耐候钢板标准请认准鑫邦源特钢有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:颜经理-15963170288,QQ:1143544302,地址:经济开发区钢管城2排5号)。














