以下是:20#无缝钢管定尺的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 商议 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 三天 |
|---|
| 材质 | 20# |
|---|
| 产地 | 沧州 |
|---|
| 规格 | 21mm-1020mm |
|---|
| 类型 | 无缝钢管 |
|---|
| 品牌 | 钢兴 |
|---|
| 可定做 | 是 |
|---|
以下是:20#无缝钢管定尺的图文视频
20#无缝钢管定尺,钢兴钢管
有限公司专业从事20#无缝钢管定尺,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到湖南省 常德市 武陵区、鼎城区、安乡县、汉寿县、澧县县、临澧县、桃源县、石门县、津市,以下是20#无缝钢管定尺的详细页面。 湖南省,常德市 常德市位于湖南省北部,江南洞庭湖西侧,武陵山下,史称“川黔咽喉,云贵门户”。常德城名源自《老子》“为天下溪,常德不离”;历史故事“刘海砍樵”“孟姜女哭长城”以及陶渊明笔下的《桃花源记》等浪漫主义情结贯穿常德城二千多年的历史,开创了常德独有的“善德文化”。
想要探索20#无缝钢管定尺的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:20#无缝钢管定尺的图文介绍
钢兴钢管
有限公司位于风化店乡后枣园工业区主营【湖南常德大口径钢管】等等。 我公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供优质的服务。欢迎各界人士参观考察!!! 如果您对我公司的产品服务有兴趣,请在线留言或者来电咨询!!!


锅炉管按所承受的高温性能分为一般锅炉管和高压锅炉管。无论一般锅炉管或高压锅炉管按其用途要求不同又可分为各种钢管。
规格及外观质量
(1)GB3087-2008《低中压锅炉用无缝钢管》规定。各种结构锅炉用钢管规格,外径10~426mm,共计43种。壁厚1.5~26mm共计29种。但机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管的外径和壁厚另有规定。
(2)GB5310-2008《高压锅炉用无缝钢管》热轧管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
(3)GB3087-2008《低中压锅炉用无缝钢管》和GB5310-95《高压锅炉用无缝钢管》的规定。外观质量:高压锅炉管内外表面不允许有裂缝、折叠、轧折、结疤、离层和发纹。这些缺陷应完全掉。深度不得超过公称壁厚的负偏差,其清理处实际壁厚不得小于壁厚所允许的小值。
高压锅炉管是锅炉管的一种,属于无缝钢管类别。制造方法与无缝管相同,但对制造钢管所用的钢种有严格的要求。高压锅炉管使用时经常处于高温和高压条件。
高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。



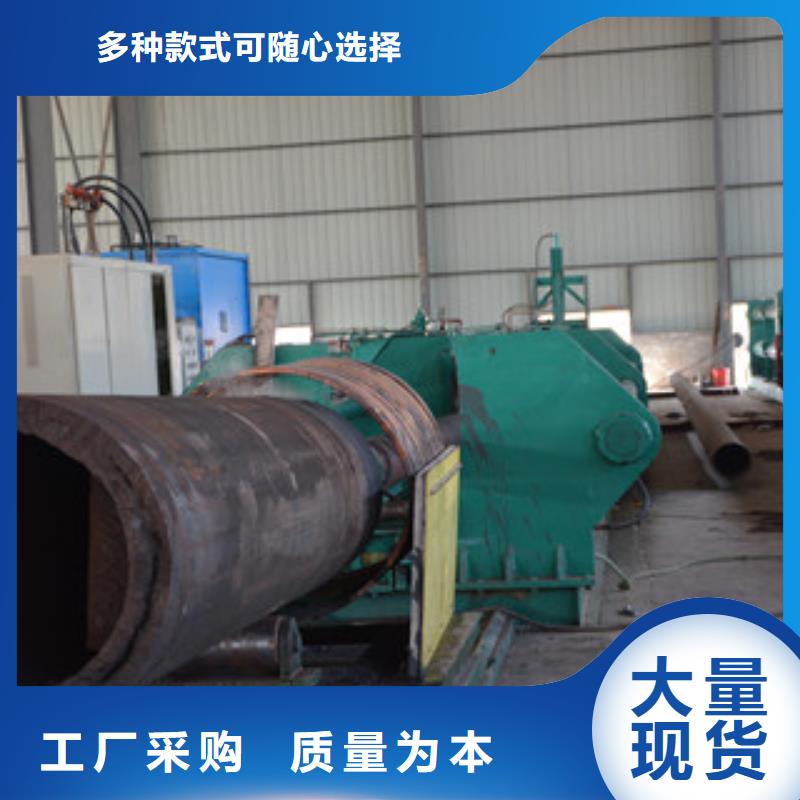
一般无缝钢管的生产工艺包括热轧和冷拔两种。owemml1.热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。热轧钢管以热轧状态或热处理状态交货; 热轧无缝钢管生产流程:管坯→加热→穿孔→三辊斜轧、连轧→脱管→定径→冷却→矫直→水压试验→标记→入库,轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。 管坯被送入熔炉内加热至大约为1200摄氏度。加热管坯燃料为氢气或乙炔。炉内温度控制是关键性的问题,管坯出炉后要经过穿孔机进行穿孔。 一般较常见的穿孔机是锥形辊穿钢管孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,管坯就先后被三辊斜轧、连轧。挤压后要脱管进行定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。



无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


无缝钢管仍能继续伸长时的应力
无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
③无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
④无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。



今年在湖南省常德市购买20#无缝钢管定尺有了新选择,钢兴钢管
有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的20#无缝钢管定尺产品。如需购买或咨询,请随时联系我们,联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区。