




别再纠结于文字描述了,观看视频,让汽缸管厂如何选择产品为你展现真实魅力!
以下是:汽缸管厂如何选择的图文介绍

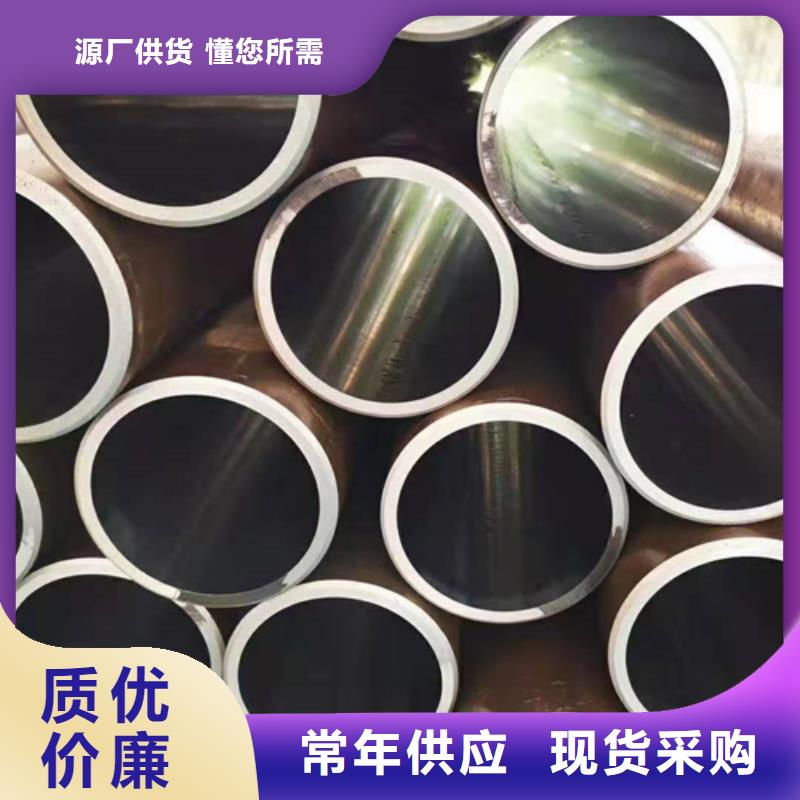
了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。


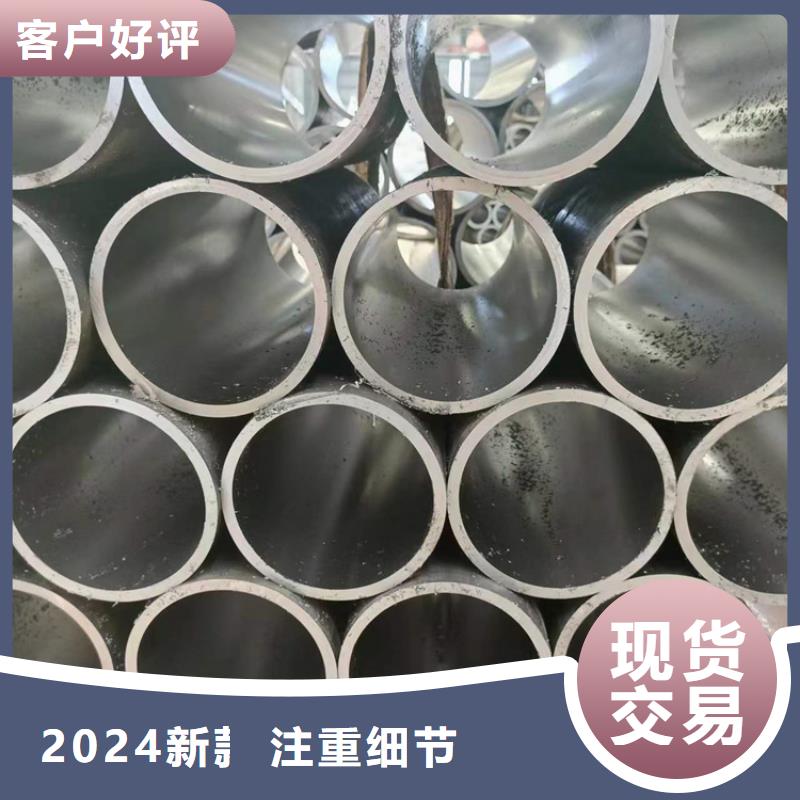
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



云南保山企业旺旺珩磨管绗磨管油缸管珩磨管是通过珩磨工艺加工而成的管材,因为珩磨管 的特点就是有良好的表面光洁度以及耐磨性,因为将在珩磨管管材表面形成了一定角度的交叉网纹,这些网纹里可以存留一定的油起到润滑的作用,从而减少磨檫,延长管材的使用寿命。不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。



安达液压机械有限公司还按时对员工进行技术培训,组织大家参加文化活动和旅游,我们对企业的文化假设取得了优异战果,公司的整体精神风貌得到了很大的提高,员工工资的积j i性高昂,理论接受能力不断提高,公司的整体水平实现了不同时期的大跨步前进,良好的企业风尚带动了公司的发展,赢得了 云南保山珩磨管加工厂市场的高度评价,让我们笼罩在了许多荣誉的光环之下,是近年来国内规范化的 云南保山珩磨管加工厂生产厂家之一。


