



联系我们

耐酸钢板2.0*1250*C
更新时间:2024-11-01 03:41:30 浏览次数:2 公司名称:天津 立兴金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厚度 | 6mm-200mm |
| 宽度 | 2200或2500 |
| 产地 | 舞钢、鞍钢、安钢、包钢、宝钢 |
| 包装 | 原装 |
| 期货或现货 | 现货 |
| 库存 | 各种规格50吨 |



GB:40Mn2
化学成分(质量分数%)|C: 0.37~0.44
化学成分(质量分数%)|M: 1.40~1.80
需要指出SAE1541的化学成分是有所差别的:
化学成分(质量分数%)|C: 0.36~0.44
化学成分(质量分数%)|M: 1.35~1.65SAE1541:合金结构钢天津立兴金属制品有限公司
GB:40Mn2
化学成分(质量分数%)|C: 0.37~0.44
化学成分(质量分数%)|M: 1.40~1.80
需要指出SAE1541的化学成分是有所差别的:
化学成分(质量分数%)|C: 0.36~0.44
化学成分(质量分数%)|M: 1.35~1.65SAE1541:合金结构钢天津立兴金属制品有限公司
GB:40Mn2
化学成分(质量分数%)|C: 0.37~0.44
化学成分(质量分数%)|M: 1.40~1.80
需要指出SAE1541的化学成分是有所差别的:
化学成分(质量分数%)|C: 0.36~0.44
化学成分(质量分数%)|M: 1.35~1.65SAE1541:合金结构钢天津立兴金属制品有限公司
GB:40Mn2
化学成分(质量分数%)|C: 0.37~0.44
化学成分(质量分数%)|M: 1.40~1.80
需要指出SAE1541的化学成分是有所差别的:
化学成分(质量分数%)|C: 0.36~0.44
化学成分(质量分数%)|M: 1.35~1.65SAE1541:合金结构钢天津立兴金属制品有限公司
GB:40Mn2
化学成分(质量分数%)|C: 0.37~0.44
化学成分(质量分数%)|M: 1.40~1.80
需要指出SAE1541的化学成分是有所差别的:
化学成分(质量分数%)|C: 0.36~0.44
化学成分(质量分数%)|M: 1.35~1.


40cr钢板,40cr合金板,40cr中厚板
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
,选择直流正接进行线材的对焊试验,即选用直流电源,线材接电源的正极,钨极接电源的负极。
40cr钢板含1%或2%氧化钍的钨极发射电子效率高,电流承载能力好,且抗污染性能好,引弧容易并且电弧比较稳定。为了便于操作,选择直径为2 mm的较细的钍钨极,并且电极前端磨尖。
40cr钢板由于氩气较低的电弧电压特性对于薄板和线材的手弧焊特别有益,因此选择氩气做保护气体。
40cr钢板试验选用直流手工氩弧焊机,焊接前,将钢丝两端头仔细磨平,为防止焊点产生气孔,将端头油污清洗干净。将两端磨平的线材放在平整洁净的对正板上(图1),40cr钢板使两端头对正,接头处不留间隙,用压铁压住接头两侧。将线材接焊机正极,钨极接负极,分别将电流调至20 A,15 A,10 A,8 A进行焊接。焊接时,在接头旁边引燃点弧并使之燃烧稳定,将电弧移至接头处使接头金属熔化后迅速将电弧熄灭,同时轻微施加顶锻力,冷却后即完成焊接过程,焊接过程中不使用填充焊丝。40cr钢板
40cr钢板试验发现,当焊接电流为20 A时,电弧燃烧剧烈,接头处金属飞溅严重,焊点塌陷严重。当电流调至15 A时,电弧燃烧较平稳,熔池飞溅少,但焊缝仍有塌陷。但电流降至10 A时,引弧容易,电弧燃烧稳定,焊缝处没有塌陷现象。图2为焊接电流10 A时,用数码相机在LeicaMZ6型体视显微镜下拍下的焊接接头形状。可以看出,接头的圆柱度较好,将其打磨后能满足线锯的要求。当电流调至8 A以下时,引弧困难且电弧不稳定,难以完成焊接过程。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
焊接接头试验
由于65Mn钢具有过热倾向,因此焊接热影响区对接头的力学性能影响很大。直径0.7 mm的65Mn钢丝经氩弧焊对焊后接头处非常硬脆,轻轻折弯焊点处,就会在熔合线或焊缝处脆断,断口呈明显的脆性断裂形貌。所得接头由焊缝和热影响区组成,沿接头轴线测试从焊缝中心至母材各个区域的显微硬度。测量结果表明,从母材到热影响区及焊缝中部,显微硬度急剧增加,焊缝中部硬度达HV 1 060,这说明热影响区及焊缝中部生成了硬脆组织。对于这种具有硬脆组织的接头,为了提高其韧性和塑性,降低其硬度,获得硬度、强度、塑性和韧性的适当配合,必须对焊接接头进行适当的回火处理。热处理后,应将热影响区的脆性,同时应能使母材保持一定的强度和弹性。回火在箱式电阻炉内进行,回火。将回火后的钢丝焊接接头处仔细打磨,使其直径与母材直径大致相等,再在WE-50拉伸试验机上进行拉伸试验。每种回火处理的试样取三根,取其拉力的平均值。
由试验可以看出,330℃以上热处理后,母材弹性基本消失,且断裂均发生在母材处,而不发生在焊点及其热影响区,这说明热处理后虽然热影响区的脆性完全消失,但母材的强度被大大削落(经试验,所用母材的抗拉强度为1 663 MP)。260℃保温10 min时,虽然材料弹性基本不变,但热影响区的脆性不能。当加热温度为280℃,保温10 min时效果,热影响区的抗拉强度只比母材降低20%左右,而母材的弹性消失较小。将280℃回火处理的焊头沿轴线方向测试纵剖面上各个区的显微硬度,发现焊缝处的硬度值降低到HV 500左右,比未处理时的硬度降低大约1倍。 焊好的环形钢丝不但应能满足一定的强度和弹性要求,而且具有一定的疲劳强度。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
65Mn钢硬度zhidao
热轧硬度:240~270HB
冷轧软态硬度:190~220HB
冷轧硬态硬度:300~340HB
热处理硬度:38~60HRC
65Mn钢一般采用等温淬火的较多内,等温后硬度有两个级别:40-45HRC和43-50HRC,前者适用于弹簧片等大变形零件,后者适用于比较厚的棘爪,卡抓之类小变形零件。
小工件用用盐浴炉加热,快速油容淬火,硬度可以达到55--62HRC
如果是退火或热轧状态下,应该差不多;如果65mn钢板作为来弹簧钢板已热处理,硬度应该有42HRC以上,45#钢供货时热轧态度,硬度只有几个源HRC。如果单纯比较热处理硬度,65mn可以到60HRC,45#钢可以到55HRC,与零件的尺寸和工艺条件有关。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
现货材料产品主要以板材,棒材,条材,管材为主。型号包括:12Mn、15MnVN、16Mn、15MnV、14MnNb、Q295(A、B)、Q345(ABCDE)、Q390(ABCDE)、Q420(ABCDE)、Q460(CED)、Q500(DE)、Q550(DE)、Q620(DE)、Q690(DE)、Q960(DE)......
Q295(AB)化学成分
钢号 GB C≤ Si≤ M P≤ S≤ V Nb Ti Al≥ 其他
Q295 A 0.16 0.55 0.8~1.5 0.045 0.045 0.02~0.15 0.015~0.06 0.02~0.2
Q295 B 0.16 0.55 0.8~1.5 0.04 0.04 0.02~0.15 0.015~0.06 0.02~0.2
钢号 质量等级 屈服点σ/MP
(在下列厚度或者直径/mm时) 抗拉强度
δ5(%) 伸长率
δ5(%) 冲击吸收功 180°弯曲实验
(在系列厚度或者
直径/mm时)
≤16 >16~35 >35~50 >50~100 温度/℃ /J
≤16 >16~100
Q345 A 295 275 255 235 390~570 23 - - d=2a d=3a



钢材级别 屈服
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
不小于 抗拉强度
伸长率σ%
不小于 碳
C 锰
硅
Si 硫
S 磷
P
A32 315 440-570 22 ≤0.18 ≥0.9-1.60 ≤0.50 ≤0.035 ≤0.035
D32
E32
F32 ≤0.16 ≤0.025 ≤0.025
A36 355 490-630 21 ≤0.18 ≤0.035 ≤0.035
D36
E36
F36 ≤0.16 ≤0.025 ≤0.025
A40 390 510-660 20 ≤0.18 ≤0.035 ≤0.035
D40
E40
F40 ≤0.16 ≤0.025 ≤0.025
三、船用钢材交货验收注意事项:
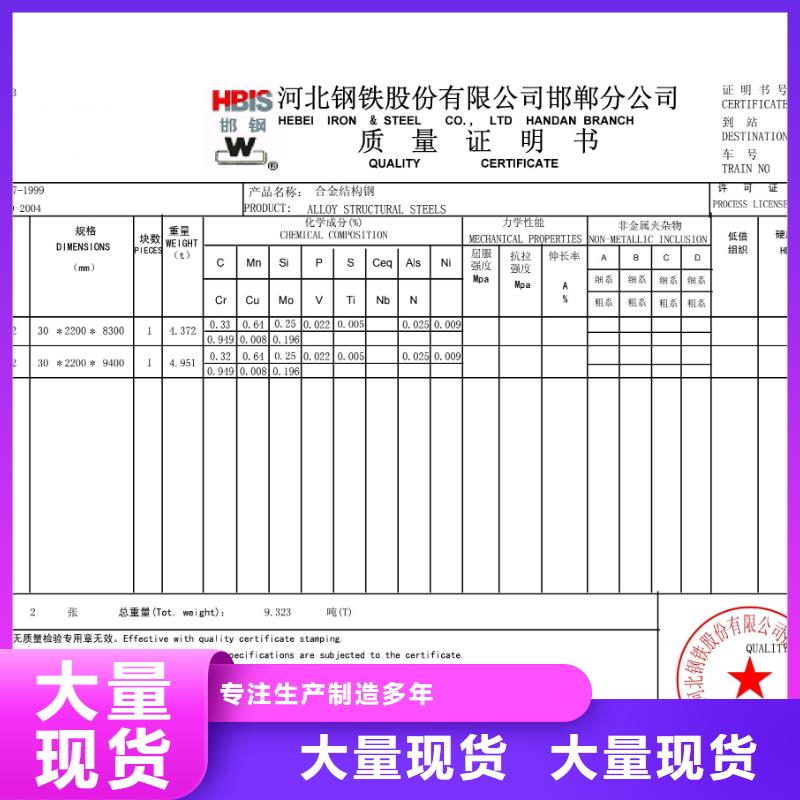
1、质量证明的审查:
钢厂交货一定会根据用户的要求按合同约定的规范交货并提供原始质量证明书。证明书中,必须具备以下内容:
(1)规范要求;
(2)编号及证明证号;
(3)炉批号,技术等级;
(4)化学成分和力学性能;
(5)船级社认可证明及验船师签字。
2、实物审查:
船用钢材的交货,实物物体上应有生产厂标志等。具体有:
(1)认可标志;
(2)采用油漆框出或粘贴标记,包括技术参数如:炉批号、规范标准等级、长宽尺寸等;
(3)外观光洁平顺,无缺
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
冷弯工艺
(1)由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。
(2)需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对进行预弯,且使型材的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。
其它如使用矫直机进行矫直,变更机架间距,采用托辊,调整各架次的轧辊间隙等措施均可减小或纵向弯曲。需要注意的是,通过调整各架次的轧辊间隙来减轻纵向弯曲需要有熟练的技术才行。
(3)辊式冷弯速度的控制,成型辊压力的调整要合适,尽量减少反复冷弯弯曲疲劳裂纹,并适当进行润滑和冷却,进一步减少热应力



随着 广东梅州42crmo钢板工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,立兴金属制品有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!立兴金属制品有限公司坚持“以人为本、以质取胜”的企业理念,“一切以 广东梅州42crmo钢板市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 广东梅州42crmo钢板产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!


1、钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称"火焰切割")、等离子切割和激光切割。
2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。
3、高级别耐磨钢的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切后48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其 切割速度取决于钢板等级和厚度
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保湿时间安5min/mm)
对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。
切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的 的办法是冷切割,例如水射流切割。若必须使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。
水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来楞伽钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:
切割热影响区小;
防止整个工件的硬度降低;
减少切割工件变形;
切割后可以直接对工件进行冷却。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然

