


联系我们

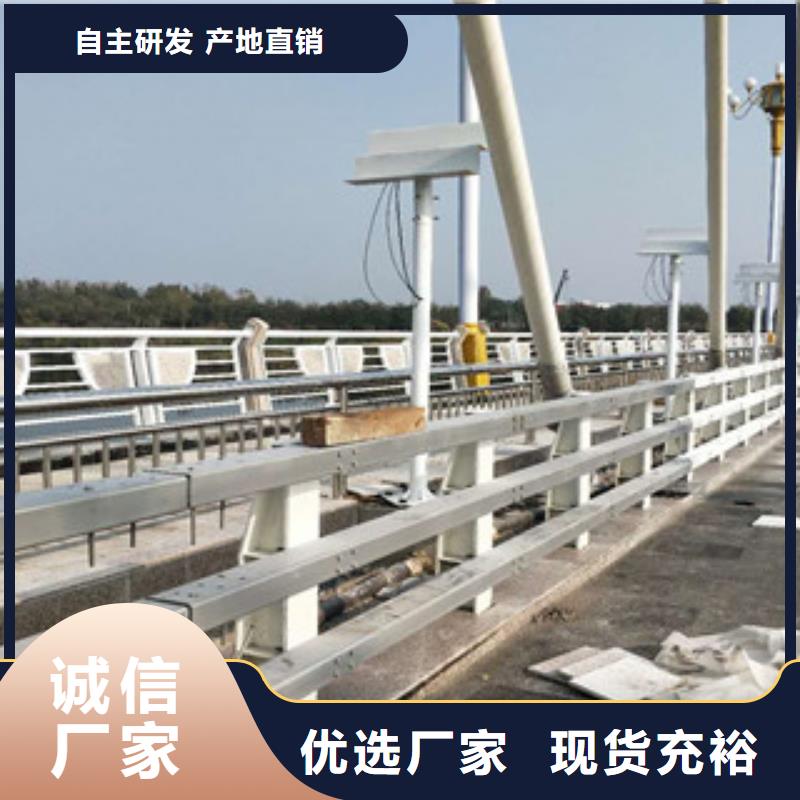
桥梁防撞护栏立柱按图批量定做
更新时间:2024-10-31 13:32:33 浏览次数:3 公司名称:聊城 立朋金属护栏有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 120元/米 |
| 发货期限 | 5-7天 |
| 供货总量 | 100000米 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | SA |
| 是否厂家 | 是 |
| 产品材质 | 按图纸 |
| 产品品牌 | 立朋 |
| 产品规格 | 2000*1200 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | HL |
| 可售卖地 | 全国 |
| 产品重量 | 35Kg/米 |
| 产品颜色 | 按需做 |
| 质保时间 | 1年 |
| 外形尺寸 | 2000*1200 |
| 适用领域 | 全领域 |
| 是否进口 | 否 |
| 产品功率 | 4500W |
| 工作温度 | -20度以上 |
| 表面处理 | 静电喷塑 |
| 高度 | 按图纸定做 |
| 使用范围 | 桥梁 河道 道路 景观 |
| 材质 | 按客户图纸要求 |




本公司坐落于经济开发区汇通物流园B区116室,立朋金属护栏有限公司是一家生产 湖南张家界铝合金护栏、235碳钢栏杆、道路护栏、防撞护栏的专业厂家,公司具有雄厚的技术力量,先进的检测设备,不断优化企业管理,以市场需求为导向,科技进步为动力,积j i吸取同行业的先进经验,广泛征求用户意见,取得用户的亲睐和质检部门认可。 希望各行各业的朋友、领导光临指导,本公司将为广大客户提供更完美优质的服务。
公司秉承以质量求生存,以服务谋发展的宗旨和诚信、务实、创新、奋进的理念欢迎广大新老客户前来技术交流与合作。


灯光护栏应用
桥梁护栏灯的照明功能适用于各类道路两边有护栏设施的路段。利用护栏设施中所采用的钢管部件作为灯具的安装载体,在该钢管内侧加工出标准方孔及固定螺丝孔,灯具安装其上,灯具安装高度在1—1.5米间。灯具光斑照射角度呈向下倾斜的照射角度,这样光线都集中照射于路面,呈现出路面光照很充裕,而灯具高度以上部分没有光照射,也就避免了光污染。同时利用光学原理束缚灯具光束的照射角度,解决来车方向的眩光问题。
性能
1. 充分利用道路所应有的附件做为灯具的安装载体。
2. 灯具采用科学、可靠的设计方案,密封等级可以到达IP67等级。
3.外壳采用高品质的挤出铝型材,外表采用静电喷涂技术处理,防腐防酸抗碱,耐新持久。
4. 配光采用仿真技术,按照路面照度效果需要设计,光照区域界限明显。
5.定向配光和反光杯技术的应用,有效地控制了灯具的眩光。
6.防水呼吸器的应用,解决了灯具内腔负压所带来的内壁结露现象。
7. 灯具配光镜的互换,可以做到路面照明和亮化工程的并用或独立使用。
8. 灯具及间隔的等距分段设计,保证了路面照度均匀和量化工程的视觉效果。
9. 防触电保护为:I类标准。
10. 电源电压范围:AC90V-260V, 频率:50-60Hz。



公司始终把客户的需求放在首位,我们忠心的希望以沟通的桥梁,更好地了解您的需求,提高我们的服务质量。当我们的产品在您的使用过程中出现问题,请随时联系
1、我司生产的所有山西河道防撞护栏产品保修期为一年,保修期内免费上门维修(人为因素或不可抗拒的自然现象所引起的故障或破坏除外,只收取相应配件的成本费)并可享受终身维护(超出保修期的防撞灯光护栏,只收取相应配件成本费,不收取服务费)。
2、在接到报修通知后,七个工作日内赶到现场并解决问题。
3、用户可以通过售后咨询有关技术问题,并得到明确的解决方案。
4、用户在正常使用中出现性能故障时,本公司承诺以上保修服务。除此以外, 适用法律法规另有明确规定的,本公司将遵照相关法律法规执行山西桥梁防撞栏杆。
5、在保修期内,以下情况将实行有偿维修服务;
(1)由于人为或不可抗拒的自然现象而发生的山西河道防撞护栏损坏;
(2)由于操作不当而造成的故障或山西河道防撞护栏损坏;
(3)由于对山西河道防撞护栏产品的改造、分解、组装而发生的故障或损坏。



目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。