



想要了解双金属复合管护栏哪家诚信产品的魅力?视频为你揭晓答案!
以下是:双金属复合管护栏哪家诚信的图文介绍


用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。


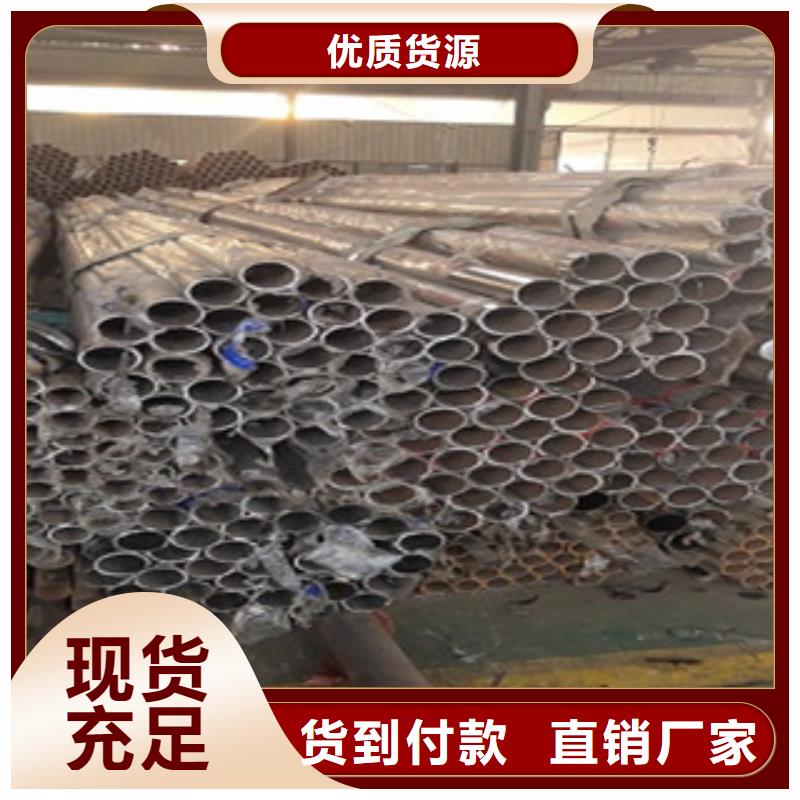
俊邦金属材料有限公司在 辽宁本溪304不锈钢复合管 行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。




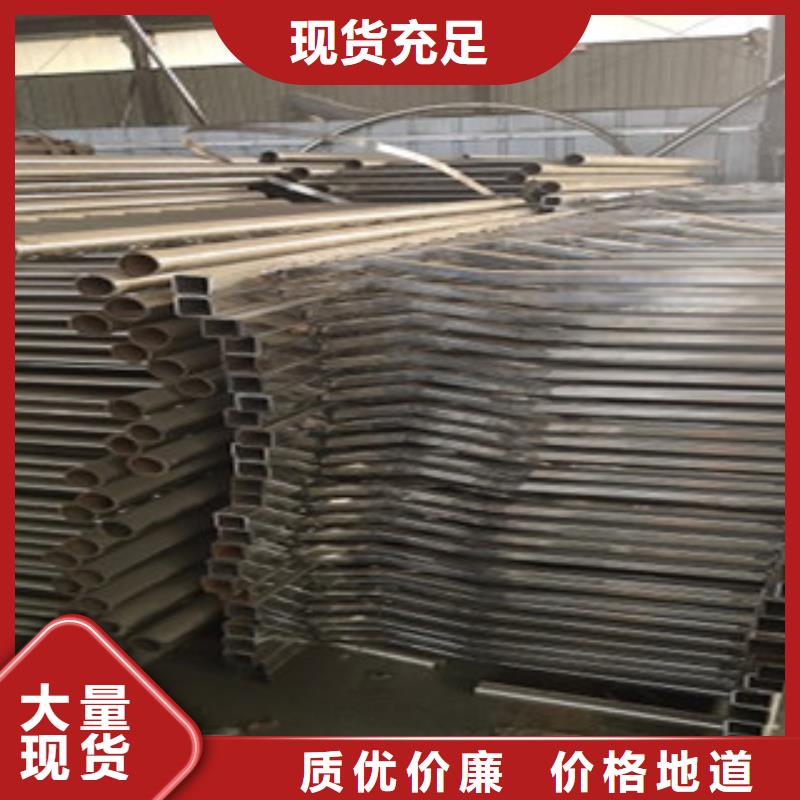
热镀锌护栏在进行干净的时候,需要避免在水中加入清洗剂。很多时候,在地下场所中,护栏总是会成为一种支撑配备,也是状况下的悦目显示。履历风吹雨打,以及众人的触摸,上面总是会残留有很多的污渍。而在中断洗涤的时辰,很多的工作人员并不是很熟悉其中的道理,利用强力清洁剂来去除污渍,着实如许是没有敷科学的。清洗护栏的时辰,温镀锌护栏外观会有镀层,清洗剂会价格低刷子与护栏的摩擦力,影响到清洗的效果。且含有着的化学物质,也是会直接以致外层脱落,会对绿化植被造成一定的危害与影响,也会直接以致护栏的使用寿命减少,低沉安然的感染。 道路护栏的建设, 现已成为公路建设、保护公民的坚强保障。一般的道路护栏施工, 有非常严格的程序, 每一个工序都围绕着整个施工进度。的道路设计, 将适当的网络栏杆一项长期工程, 对于每个施工团队来说, 都是非常重要的内容。三机动车路栏杆设计的关键技术问题在一些混凝土路面施工现场, 技术人员按照道路条件, 合理选择护栏扩增部位, 不但要加强护栏网, 还要达到美观大方、防腐耐用, 保证未来的正常使用。围墙的施工, 需要处理设计图纸, 首先从侧面到路边的中途辍学, 确保区域道路的准确性, 然后在中线上指定位置的条形, 并在每一桩上放置一个 logo。只有可以清晰简单的道路栏杆, 再推广网络图纸分析跟进进度。在早期的围栏场地, 其次是围栏, 支架, 挖坑两边的道路, 深度的平面大小下面, 不太浅, 一个在地球连接线网与专栏 (连接螺栓不能紧)。连接后, 根据每个基坑的位置直立。确保支架的可靠性。

