您的位置>首页 >玉林本地行业热点 >
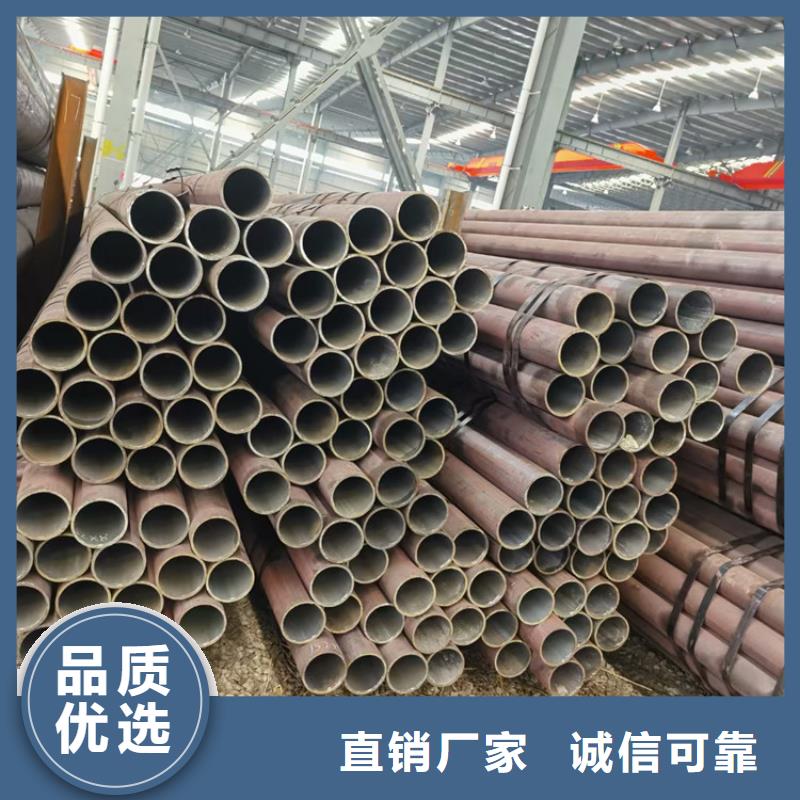
轴承管27simn实体厂家
发布时间: 2024-09-20 02:45:36 浏览次数:1
以下是:轴承管27simn实体厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 4500/吨 |
|---|
| 发货期限 | 7 |
|---|
| 供货总量 | 1 |
|---|
| 运费说明 | 不等 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 广顺 |
|---|
| 发货城市 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 品牌 | 广顺物资 |
|---|
| 产地 | 聊城 |
|---|
| 类型 | 无缝钢管 |
|---|
| 材质 | 20# |
|---|
| 可定制 | 是 |
|---|
以下是:轴承管27simn实体厂家的图文视频
导读轴承管27simn实体厂家,广西省玉林市广顺物资
有限公司为您提供轴承管27simn实体厂家的资讯,联系人:李经理,电话:18106358956、13306351332,QQ:276931693,发货地:聊城经济技术开发区东昌东路路星美大厦1栋1308室发货到广西省 玉林市 玉州区、容县、陆川县、博白县、兴业县、北流市。 广西壮族自治区,玉林市 1956年3月,郁林县更名玉林县,玉林地名自此始。玉林市是全国改革发展试点城市、全国农村改革试验区、海峡两岸农业合作试验区,是北部湾城市群、广西北部湾经济区重要节点城市、珠江—西江经济带成员城市,广西“两湾”产业融合发展先行试验区(玉林),是承东启西、对接沟通粤港澳大湾区和北部湾经济区的重要通道和关键节点城市,处于华南经济圈与大西南经济圈结合部,是全国第二批农村改革试验区之一,被中央文明办确定为全国文明城市提名城市,被评为知识产权试点城市。南宁至广州高速公路、玉林至北海铁山港高速公路,黎湛铁路、洛湛铁路、玉铁铁路在玉林境内纵横相交;玉林旅游资源丰富,风景名胜有云天民俗文化城、大容山森林公园、谢鲁山庄、都峤山等。玉林是广西、中国的侨乡,乡贤文化、客家文化、玉商文化、侨乡文化底蕴深厚。
深入了解轴承管27simn实体厂家产品,一部视频就够了,快来观看!
以下是:轴承管27simn实体厂家的图文介绍
玉林广顺物资
有限公司一直专注 汽车半轴管领域,是集研发、生产、销售为一体的 汽车半轴管制造企业。历经十年的创新发展与沉淀,玉林广顺物资
有限公司赢得了业界和使用者一致认可和尊重,更铸就了公司在 汽车半轴管行业中的品牌地位。
我们的主要产品有: 汽车半轴管。


无缝钢管焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面无缝化钢管 无缝化钢管知识解释如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分。



无缝钢管冷拔方矩管是在热轧管的基础上做的深加工。以热轧管为原管,进行的二次加工!加工方法是:通过一种模具,对钢管的口径进行缩小,用一种拽的力,将钢管在模具中拔过来!就是让钢管通过模具! 这种加工方法,不需要加热,所以称为冷拔! 冷拔的目的是将钢管的口径缩小! 因为热轧的工艺不能生产口径太小的管子,由于其工艺的限制,太细的管子是热轧做不出来的。只能通过冷拔的方法生产! 比如60mm 以下的管材!热轧方矩管由于是穿孔制作而成!生产时只能定管子的外径!所以管壁的厚度是有偏差的,也就是说穿孔时,做不到一点不偏正好穿到管丕的正中心!稍有一点偏差,管子的厚度就会偏壁!冷拔方矩管由于做了一步深加工!其管壁相对于热轧管来说是比较均匀的!偏壁较小!但还是有,因为用作冷拔的原管就有偏壁!对镀锌方矩管进行保管的时候 是有独立的仓库,通风没有雨水。应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢材干净。在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐,可在通风良好的料棚内存放,但必须上苫下垫



无缝方管工艺流程圆钢——管坯——检验——加热——穿孔——定径——热轧——平头——检验——酸洗——球型退火——冷拔——成型——齐口——检验方管重量计算公式:*壁厚*(边长-壁厚)*.以便明确热处理炉内qb无缝钢管热传导测算的标准,现阶段的温度测量方式关键有拖偶实验和“飞机黑匣子”实验。在其中,拖偶实验是在板坯上打孔,埋進热电阻,电偶随板坯掺烧,测量板;坯加温全过程中温度测量点溫度随加温時间的转变,温度测量結果能用来剖析爐气溫度,加温時间与板坯溫度,转变的关联,另外能用来强度校核热处理炉内qb无缝钢管加温全过程热应力数值模拟的边界条件。“飞机黑匣子”实验是根据固定不动在板坯上的高溫温度记录仪评测和纪录板坯在热处理炉内的溫度转变及炉气溫度遍布,溫度数据息立即根据硬件配置插口读进电子计算机,并对数学分析模型开展认证,以算出操纵实体模型中的总括热吸收系数无缝钢管按机构可分类.(钛中添加铝和锡原素.钛中添加铝铬钼钒等铝合金原素.钛中添加铝和钒等原素.)钛金属具备抗压强度高而相对密度又小,物理性能好,.此外:钛金属的使用性能差,钻削生产加工艰难.在热处理中,很容易消化吸收氢气氮碳等残渣.也有抗磨性差,生产工艺流程繁杂.以钛为基添加别的元素组成的铝合金。钛的工业生产是年刚开始的。航天工业发展趋势的必须,使钛工业生产以均值每年约%的增速发展趋势。现阶段全球钛金属生产加工材总产量已达万余吨,钛金属型号近种。


总结 选购轴承管27simn实体厂家来广西省玉林市找广西省玉林市广顺物资
有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-13306351332,{QQ:276931693},地址:经济技术开发区东昌东路路星美大厦1栋1308室。