以下是:数控折弯钣金制品来料加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 10 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 按距离 |
|---|
| 最小起订 | 1000克 |
|---|
| 是否厂家 | 是 |
|---|
| 厚度 | 1.8毫米 |
|---|
| 发货方式 | 物流运输 |
|---|
| 长度 | 4米 |
|---|
| 质量等级 | 非标 |
|---|
| 产品种类 | 316不锈钢板 |
|---|
| 颜色 | 黄色 |
|---|
以下是:数控折弯钣金制品来料加工的图文视频
在甘肃省白银市采买数控折弯钣金制品来料加工到中工金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王吉云-13812067112,QQ:2727374050,地址:《锡山区汇坚仓储发货到甘肃省 白银市 平川区、靖远县、会宁县、景泰县》。 甘肃省,白银市 1956年6月,成立白银市(县级)。1958年4月,由县级市升格为地级市。白银市是大兰州经济区的核心区和兰白经济圈的副中心,地域独特,交通便捷,既是全省“一核三带”中“一核”的重要组成部分,也是“三带”中黄河上游生态功能带的重点区域。中兰客专及包兰、干武铁路穿境而过,京藏、青兰、定武、乌玛4条高速及国道109、247、309、312、338、341和省道217、209等公路纵横交错。自古是丝绸之路黄金段上的重要节点,有丝路驿站、长城烽燧、石窟壁画等历史遗迹,会师旧址、虎豹口、打拉池等红色遗迹数不胜数,黄河文化、红色文化、丝路文化、工矿文化在这里交融。黄河石林4A级景区是地质公园,被誉为“中华自然奇观”;白银区水川镇入选第二批全国乡村旅游重点镇,会宁被列为全国“红色旅游城市”。
我们的数控折弯钣金制品来料加工视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:数控折弯钣金制品来料加工的图文介绍


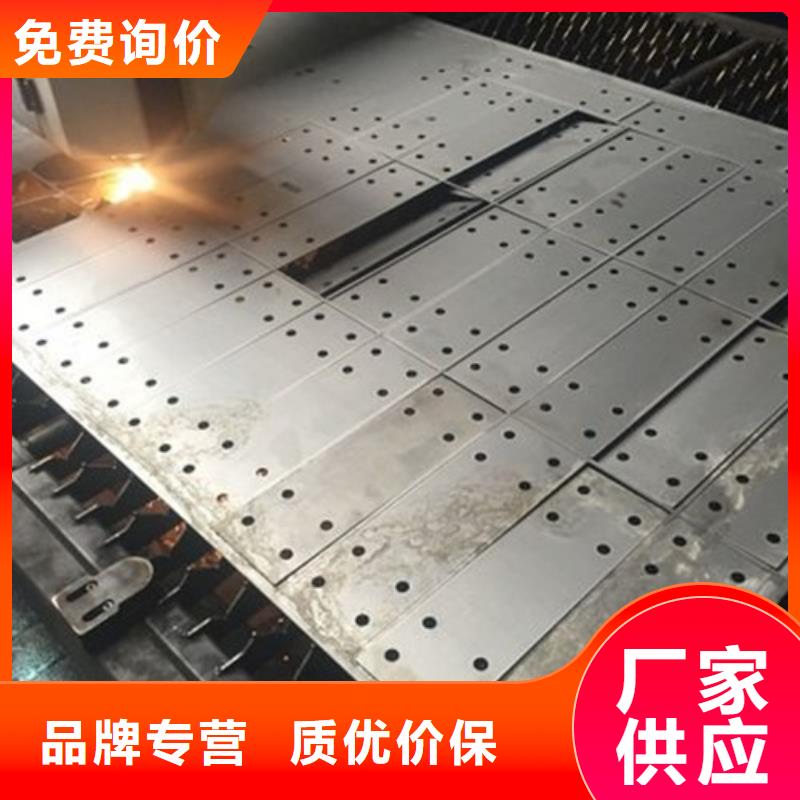
借助于控制C,N等级水平,脆化温度在-50℃到-100℃范围内进行改善时,有可能将其用于与冷冻相关的工程。近年来,已将SUS430LX(18Cr-Ti,Nb-LC)和SUS436L(18Cr-Mo-Ti,Nb-LC)等应用于冷冻器具的壳体。铁素体不锈钢因为是体心立方结构,当材料性能呈现出变弱时,尖锐的裂纹会迅速地扩展而造成脆性破坏。 不锈钢因为是面心立方结构而不会产生脆性破坏。投入不锈钢SUS304L(18Cr-9Ni-LC)和SUS316L(18Cr-12Ni-2Mo-LC)等显示出在低温状态下仍具有优越的冲击特性。需要注意的是:析出铁素体或因加工而引起马氏体的析出,还有因敏化引起碳化物或相等异相析出而引起的脆化的倾向。 不锈钢板就是指通过空气、水蒸气、弱酸,弱腐蚀的介质,经过酸、碱、盐等化学物质浸泡以后的钢材。所以不锈钢又被称之为不锈耐酸钢。只要是腐蚀能力比较强的地方,都可以实用不锈钢来代替的器材。那么不锈钢板进行折弯时其特点是什么呢。 由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,不锈钢板进行折弯时其特点如下:1:因导热性比普通低碳钢差,延伸率低,导致所需变形力大;2:321不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向;3:不锈钢板相对。



为了让用户用上满意的产品,中工金属材料有限公司建立了严苛的 甘肃白银钣金加工质量验收的标准,还拥有先进的操作技术,为客户提供精准的售后服务,以远高于验收标准的工艺确保 甘肃白银钣金加工的质量。


激光的高能量密度足以熔化任何金属,特别适合于加工一些高硬度、高脆性、高熔点的其他工艺手段难以加工的材料。激光加工的能量密度很大,作用时间短,热影响区小,热变形小,热应力小,加上激光为非机械接触加工,对工件没有机械应力作用,适合于精密加工。激光加工系统本身是一套计算机系统,可以方便的编排、修改,适合个性化加工,特别是对一些轮廓形状复杂的钣金件,批次较多批量不大,产品生命周期不长,从技术,经济成本和时间角度来衡量,制造模具不划算,激光切割尤具优势。 巧妇难为无米之炊,好的工具和材料是我们加工出一件好作品的基础。我们在选择设备时,首先大的类型要选对,其次要看设备的生产厂商。生产厂商很重要,因为高科技的产物,各个部件要求都比较准确,而大的厂商拥有先进的仪器和设备以及严格的管理。超后,再根据自身条件选择型号相符发的设备,这样才能充分发挥出激光切割机的优势。切不可贪图便宜而选择一些小厂产品,而造成后期的各种问题。



3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。 通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。

选购数控折弯钣金制品来料加工来甘肃省白银市找中工金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王吉云-13812067112,{QQ:2727374050},地址:[锡山区汇坚仓储]。