



深入了解201不锈钢复合管护栏结实耐用产品,一部视频就够了,快来观看!
以下是:201不锈钢复合管护栏结实耐用的图文介绍
鑫海达不锈钢复合管护栏厂有限公司坐落于 山西朔州不锈钢复合管栏杆基地山西朔州,公司领导团队由多位从业 山西朔州不锈钢复合管栏杆行业十几年的精英组建而成,应允时代的需求打造了一家针对 山西朔州不锈钢复合管栏杆专业研发、设计、生产、销售、安装为一体综合性企业。


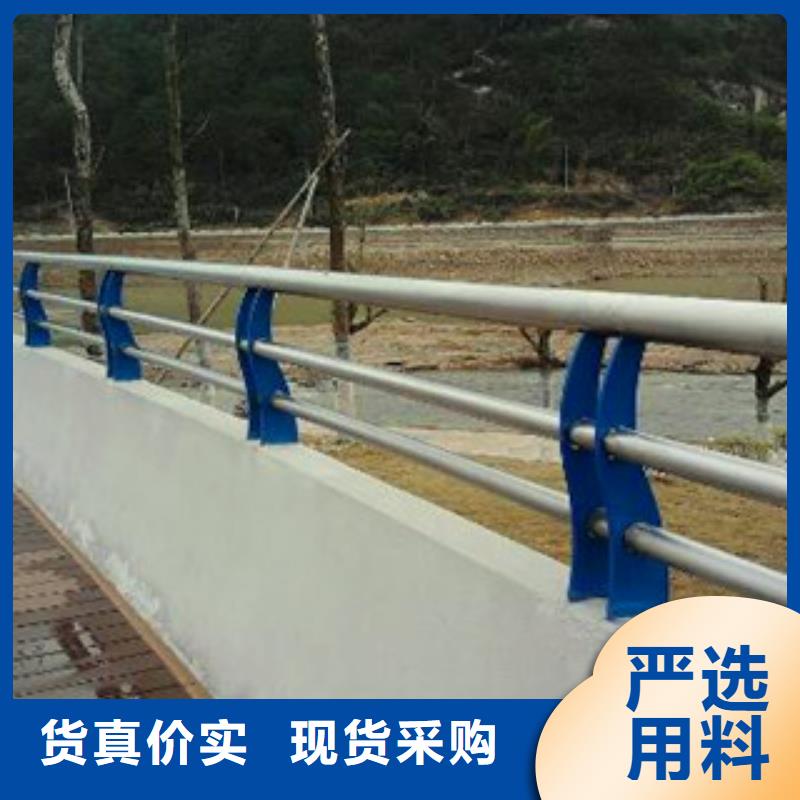
不锈钢复合管护栏的加工场地要相对稳定,工作台上应铺垫橡胶板类软垫,以免损伤不锈钢表面。3.不锈钢件下料时,其板材应采用剪切或等离子切割;不锈钢复合管护栏管材及其他型材应采用等离子切割或锯切。剪切时铺设橡胶类软垫,避免损伤其表面;等离子切割后,应及时清理割渣;锯切时,夹紧处应加垫儿保护。锯切后及时清理锯切处的油污、残渣等 4. 不锈钢复合管护栏在安装焊接前,必须认真清理其表面的油污、灰尘等杂物。焊接时应尽量采用氩弧焊。如果采用手工电弧焊时,应用小电流快速焊,严禁在非焊区引弧。所用地线应选择适当位置,连接牢固,以免电弧烧伤表面或烧伤面积过大;焊接时应采取防飞溅措施。焊接后当清理焊渣时应用不锈钢扁铲,不得用碳钢类扁铲。焊缝处应认真修磨,使焊缝与母材表面光滑过渡,不得有熔渣、气孔、咬边、飞溅物、裂纹、未熔合等质量缺陷。5. 不锈钢复合管护栏焊接完成后,应及时对表面进行清理。6. 不锈钢复合管护栏表面处理完毕,应注意做好成品保护,避免人员抚摸,避免被油污、灰尘等二次污染。粉末喷塑护栏立柱中缺陷的分一、粉末喷塑护栏立柱的优点不锈钢复合管护栏,基本有两种形式,一种是采用纯不锈钢复合管制作而成,常见于城市人行天桥护栏,高铁站护栏等,另一种是扶手和横档采用不锈钢复合管,而立柱采用静电喷涂粉末工艺制作的碳素结构钢板,优点是:强度高,造型美观。常见于大型桥梁护栏。二、喷塑护栏立柱的缺陷发生原因粉末喷涂工序少,产生的问题的环节也少。主要工序只有前处理、静电喷涂和烘烤三个工序。其中影响质量的主要工序应属前处理工序。然而许多生产厂家对此没引起足够的重视,以致带来许多后患。有些隐患还不是短期内能反映出来。一般较先进的工艺、用在前处理上的花费约占总费用的25%以上。



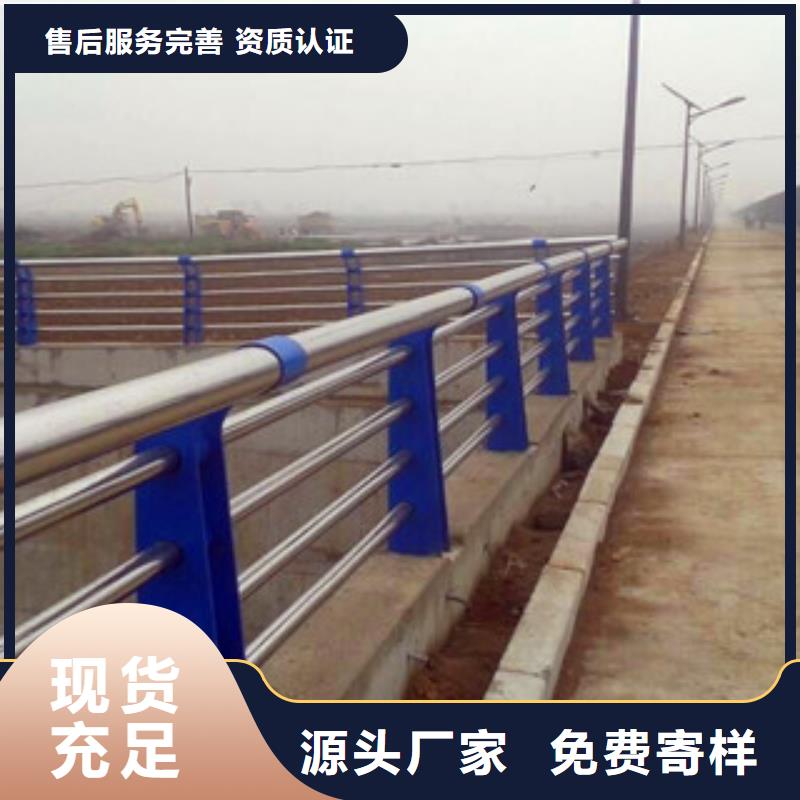
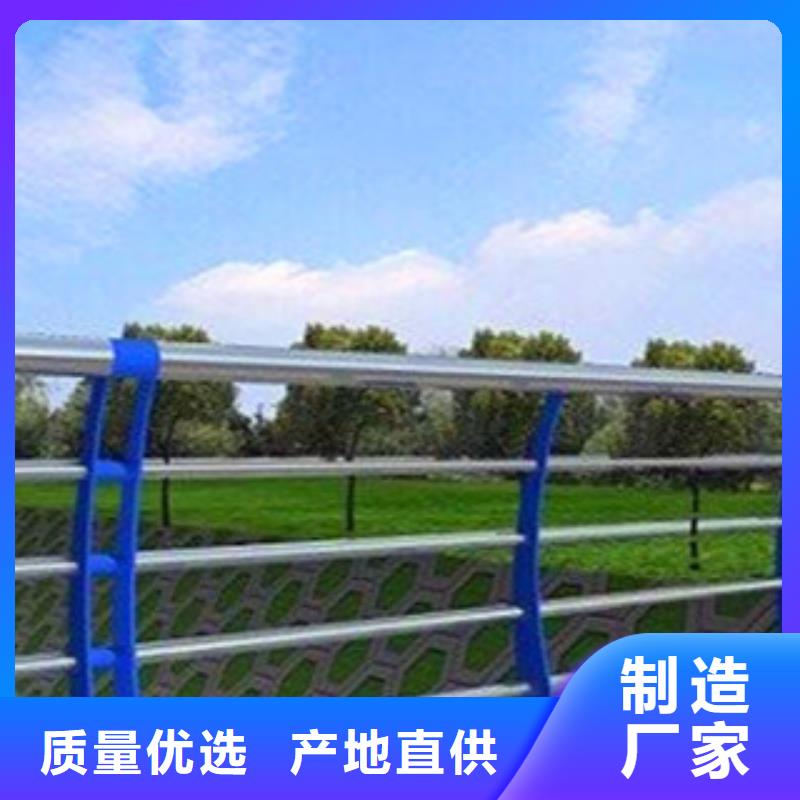
不锈钢栏杆防腐措施 不锈钢经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物的使用。此外,不锈钢护栏与太阳能光伏发电系统、太阳能真空管、真空集热板的结合应用,使不锈钢护栏具有利用绿色、清洁、环保的太阳能造福人类,并且使用寿命长、维护成本低的功效,在减小甚至杜绝污染的同时,大大降低能耗,具有节能环保的功效。接下来不锈钢栏杆厂家来为大家讲述——不锈钢栏杆防腐措施及应用范围: 不锈钢栏杆防腐措施: 方法一: 降低钢中的碳含量 把钢中的碳含量降至固溶体的溶解度以下,或许较溶解度稍高一些,这么使碳化物不能分出或即使分出数量极,则晶间腐蚀可不发作。为到达此意图,要将钢中的碳降至W(C)<0.03%,不过这种超低碳不锈钢的训练较凌乱,本钱也较高。 方法二; 改动分出碳化物类型 如向钢中按比例地添加与碳亲和力比铬大的钛、铌、钽等元素,使它们与碳结构成安稳的碳化物而不构成碳化铬。延伸敏化加热时间不锈钢护栏延伸敏化加热时间,可使碳化铬构成的贫铬区借扩散效果自富铬区中获得铬的赔偿,恢复耐腐蚀功用。 不锈钢栏杆应用范围 不锈钢复合管护栏逐步应用于桥梁护栏、道路护栏、工厂围栏、庭院围栏等。它兼备不锈钢管的美观不生锈及碳钢管的硬度好价格低的优点,正广泛应用于各个领域。



山东鑫海达金属制品有限公司,生产各种规格不锈钢复合管,外层复材采用优质的304不锈钢带和201不锈钢带加工而成,内层采用优质Q235B高频焊管,结构强度高,耐腐蚀能力强,是制作桥梁护栏、人行天桥护栏、高铁站护栏、公交车扶手、地铁扶手、船舶扶手、织布机托辊、绗绣机托辊、印花机托辊、摩托车保险杠、自行车车把、空调热交换管道的优质材料,公司竭诚欢迎各界朋友莅临公司考察指导,洽谈业务,共谋发展。不锈钢复合管栏杆施工方案 一、施工准备1、材料及主要机具: ⑴、不锈钢复合管:面管用Φ80管,其它按设计要求选用,必须有质量证明书。 ⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。 ⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢复合管栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。 ⑶、现场供电应符合焊接用电要求。 ⑷、施工环境已能满足不锈钢复合管栏杆施工的需要:周围无杂物,场地通畅,无漏水漏电隐患二、操作工艺1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。


