



我们精心制作的60*2不锈钢复合管产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:60*2不锈钢复合管的图文介绍

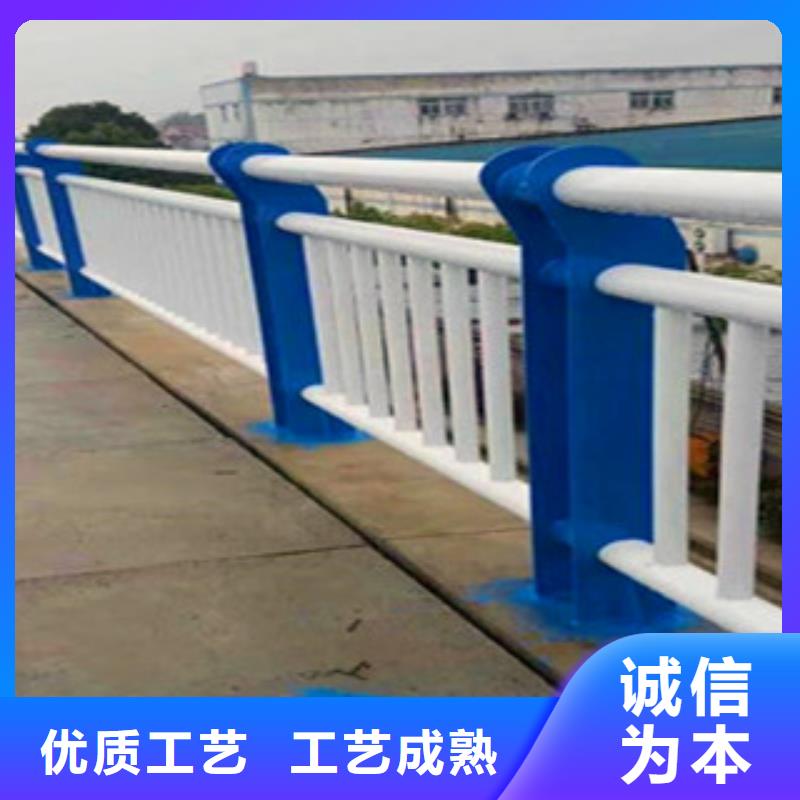
山东鑫海达金属制品有限公司,生产各种规格不锈钢复合管,外层复材采用优质的304不锈钢带和201不锈钢带加工而成,内层采用优质Q235B高频焊管,结构强度高,耐腐蚀能力强,是制作桥梁护栏、人行天桥护栏、高铁站护栏、公交车扶手、地铁扶手、船舶扶手、织布机托辊、绗绣机托辊、印花机托辊、摩托车保险杠、自行车车把、空调热交换管道的优质材料,公司竭诚欢迎各界朋友莅临公司考察指导,洽谈业务,共谋发展。不锈钢复合管栏杆施工方案 一、施工准备1、材料及主要机具: ⑴、不锈钢复合管:面管用Φ80管,其它按设计要求选用,必须有质量证明书。 ⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。 ⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢复合管栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。 ⑶、现场供电应符合焊接用电要求。 ⑷、施工环境已能满足不锈钢复合管栏杆施工的需要:周围无杂物,场地通畅,无漏水漏电隐患二、操作工艺1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。


鑫海达不锈钢复合管护栏厂有限公司是专业生产销售 湖北随州不锈钢复合管栏杆 的企业。我司规格齐全,保质保量。公司一贯以: 服务至上、质量可靠、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。持续改进是我们永恒的目标,我们将以坚持 不懈的奉献精神和优质的产品、低廉的价格竭诚为您服务,望广大新老客户前来洽谈业务。我们将与 您携手共铸辉煌!



不锈钢复合管护栏的加工场地要相对稳定,工作台上应铺垫橡胶板类软垫,以免损伤不锈钢表面。3.不锈钢件下料时,其板材应采用剪切或等离子切割;不锈钢复合管护栏管材及其他型材应采用等离子切割或锯切。剪切时铺设橡胶类软垫,避免损伤其表面;等离子切割后,应及时清理割渣;锯切时,夹紧处应加垫儿保护。锯切后及时清理锯切处的油污、残渣等 4. 不锈钢复合管护栏在安装焊接前,必须认真清理其表面的油污、灰尘等杂物。焊接时应尽量采用氩弧焊。如果采用手工电弧焊时,应用小电流快速焊,严禁在非焊区引弧。所用地线应选择适当位置,连接牢固,以免电弧烧伤表面或烧伤面积过大;焊接时应采取防飞溅措施。焊接后当清理焊渣时应用不锈钢扁铲,不得用碳钢类扁铲。焊缝处应认真修磨,使焊缝与母材表面光滑过渡,不得有熔渣、气孔、咬边、飞溅物、裂纹、未熔合等质量缺陷。5. 不锈钢复合管护栏焊接完成后,应及时对表面进行清理。6. 不锈钢复合管护栏表面处理完毕,应注意做好成品保护,避免人员抚摸,避免被油污、灰尘等二次污染。粉末喷塑护栏立柱中缺陷的分一、粉末喷塑护栏立柱的优点不锈钢复合管护栏,基本有两种形式,一种是采用纯不锈钢复合管制作而成,常见于城市人行天桥护栏,高铁站护栏等,另一种是扶手和横档采用不锈钢复合管,而立柱采用静电喷涂粉末工艺制作的碳素结构钢板,优点是:强度高,造型美观。常见于大型桥梁护栏。二、喷塑护栏立柱的缺陷发生原因粉末喷涂工序少,产生的问题的环节也少。主要工序只有前处理、静电喷涂和烘烤三个工序。其中影响质量的主要工序应属前处理工序。然而许多生产厂家对此没引起足够的重视,以致带来许多后患。有些隐患还不是短期内能反映出来。一般较先进的工艺、用在前处理上的花费约占总费用的25%以上。


不锈钢复合管通常还需要施加压力,焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前,的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次大战开战,不锈钢复合管对器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。不锈钢复合管的焊接的过程值得大家进行探讨,如果焊接的质量足够好的话它的承受能力以及使用的用途就会更好的,否则的话不锈钢复合管的使用都会受很大的影响的全国楼市价量齐跌、矿风险不断搅局,使得钢铁行业渠道受到进一步的限制,资金压力明显;且近期南方多地区以雨水居多,尽管4月制造业幅回升释放一定利好,然整体下游需求依旧偏弱,市场成交较差。在板材市场上,价格继续下跌。热轧卷板市场总体盘整趋弱,杭州、南京等地吨价一周有10元至60元的下调。上海市场周初一度主流价格有小幅的探涨,但由于下游用户的采购情绪偏弱,价格马上开始下跌。中厚板市场小幅调整,上海、杭州等地吨价周跌幅为10元至40元。上海市场的一些商户预测,后期一些大钢厂的资源受到成本的支撑,价格可能以弱稳为主,而一些“二线”钢厂的资源可能会因为竞争的原因小幅跌价。据新报告,在国产矿市场上,节后河北地区铁精粉价格小幅下跌,吨价跌幅在20元左右。矿市需求疲软,不锈钢护栏的采购意愿不强,矿商只能降价出货。进口矿价继续下跌,5月8日62%品位普氏铁矿石指数收在每吨103美元的价位上,较节前下跌2.5美元,创下2012年9月下旬以来的新低。相关机构分析人员认为,由于宏观经济面总体偏弱,钢材终端需求的释放较为有限。这可能意味着,在相当长的时间内,国内钢价仍将以弱势盘整为主。钢市的弱势状态将是一种“常态”。


