


产品详细介绍
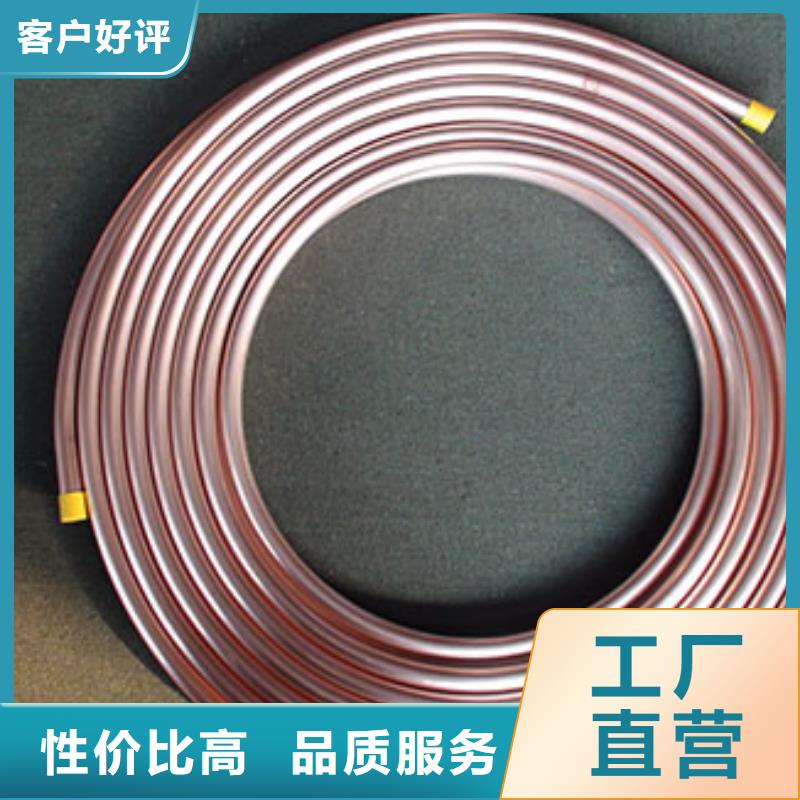
以下是:6*1包塑紫铜管〗的产品参数
导读 6*1包塑紫铜管〗,辰昌盛通金属材料有限公司专业从事6*1包塑紫铜管〗,联系人:王欣,电话:0635-2119178、13686355178,QQ:1978623870,发货地:聊城经济技术开发区1号路东发货到澳门 ,以下是6*1包塑紫铜管〗的详细页面。 澳门特别行政区 澳门自古以来为中国领土。明嘉靖三十二年(1553年),葡萄牙人通过贿赂广东地方官吏,获准在澳门码头停靠船舶进行贸易;嘉靖三十六年(1557年),葡萄牙人进入并开始聚居澳门;清道光二十年(1840年)战争后,葡萄牙乘清朝政府战败之机,相继侵占了澳门南面的氹仔岛和路环岛。对于澳门这一历史遗留问题,中华人民共和国政府一贯主张在适当时机通过谈判和平解决。在1986年6月到1987年3月期间,中葡两国政府代表团经过四轮会谈达成协议,并于1987年4月13日在北京正式签署了关于澳门问题的联合声明。1999年12月20日,中国对澳门恢复行使主权,澳门特别行政区宣告正式成立。
文字的描绘可能无法完全捕捉6*1包塑紫铜管〗产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:6*1包塑紫铜管〗的图文介绍
技术分析】T2紫铜管厂昨日夜盘高开高走,在2030元/吨上方震荡,日盘开盘小幅下行后大幅至2068元/吨后持续回落,收于2007元/吨。昨日排名前二十名的多头总计增仓34046手,空头增仓67222手。【操作建议】期螺主力1510主力延续升势,钢坯与现货均出现不同程度反弹,基本面依然偏弱,反弹空间较为有限,操作上建议可背靠10日线做空。近日,根据产品拓展及出口需求,韶关钢铁成功试制出B500B英标螺纹钢。该螺纹钢是欧洲目前用量****的建筑用钢筋,在中国香港及东南亚地区具有广阔的市场。其质量要求高,既要保证屈服强度性能,还要保证钢筋的焊接性能。韶钢研究中心根据产品性能、成分要求和特点,在满足产品条件下。采用较低的合金成分设计工艺路径。此次试制产品性能指标完全符合标准要求。



铜管处理:切管、喇叭口及杯形口制造、相关注意事项
铜管处理-切管
1.将整卷铜管置於帄面上压帄铜管。 2.运用钢尺丈量所需冷冻铜管之尺度。 3.以切管器堵截冷冻铜管。 4.铜管堵截后,以锉刀将管口锉帄,再以铜管 铣刀或铰刀将内缘毛边刮除乾净。
铜管处理-喇叭口制造
1.将铜管正确置於夹管砧板中,使铜管显露砧板约45度斜角高度的1/3。 2.固定铜管於砧板上,旋紧夹管砧板上的螺丝。 3.将喇叭口扩管器装置於砧板上。 4.旋转喇叭口扩管器把手,直到喇叭口冲杆将 铜管紧压在砧板上之斜面上。 5.旋出喇叭口扩管器,放松夹管砧板上的螺丝,取出铜管即可。
喇叭口制造-注意事项
铜管毛边必须刮除乾净,不得有裂缝及倾斜现象。将喇叭口螺帽套入铜管,查看能否旋转自若,并能与喇叭口接头密合。制造喇叭口之前应先检视铜管另一端可有曲折、变型、焊接或接头,若有则应先行套入喇叭口螺帽,不然等喇叭口制造完成后,则无法套入螺帽。
铜管处理-杯形口制造
1.运用切管器将铜管切取二段后,再用锉刀或铣刀修整器去除铜管毛边。 2.将铜管置於砧板上,铜管显露砧板之高度约等於冲杆由底部至斜面高度,然后固定铜管夹紧砧板。 3.挑选与铜管管径相同之冲杆,将冲杆套入铜管 中。 4.左手持冲杆,右手持榔头,笔直敲击冲杆,每击打一次左手即旋转一次冲杆,使其松动,然后再击打冲杆,直到冲杆打入管内停止。5.取出扩管冲及放松夹管砧板上的螺丝,取出 铜管。 6.运用砂纸、钢丝刷及抹布清洁铜管,并查看扩管处是否有裂缝、压扁或变形。 7.将另一段未扩管铜管套入扩管部份,查看其松紧程度。 8.查看杯型口之长度是否等於套入铜管之管径。
杯形口制造-注意事项
1.不得在铜管曲折处扩杯型口,避免杯型口不正而影响铜管之刺进。 2.不要在喇叭口邻近制造杯型口,避免杯型口焊接后影响喇叭口密合强度。 3.不行在运用尖嘴钳使管口扩展,如此铜管强度减低,并且无法与刺进之铜管密合。4.不行只作简略之喇叭口替代杯型口,由于接合强度缺乏并且密合不良。
铜管处理-切管
1.将整卷铜管置於帄面上压帄铜管。 2.运用钢尺丈量所需冷冻铜管之尺度。 3.以切管器堵截冷冻铜管。 4.铜管堵截后,以锉刀将管口锉帄,再以铜管 铣刀或铰刀将内缘毛边刮除乾净。
铜管处理-喇叭口制造
1.将铜管正确置於夹管砧板中,使铜管显露砧板约45度斜角高度的1/3。 2.固定铜管於砧板上,旋紧夹管砧板上的螺丝。 3.将喇叭口扩管器装置於砧板上。 4.旋转喇叭口扩管器把手,直到喇叭口冲杆将 铜管紧压在砧板上之斜面上。 5.旋出喇叭口扩管器,放松夹管砧板上的螺丝,取出铜管即可。
喇叭口制造-注意事项
铜管毛边必须刮除乾净,不得有裂缝及倾斜现象。将喇叭口螺帽套入铜管,查看能否旋转自若,并能与喇叭口接头密合。制造喇叭口之前应先检视铜管另一端可有曲折、变型、焊接或接头,若有则应先行套入喇叭口螺帽,不然等喇叭口制造完成后,则无法套入螺帽。
铜管处理-杯形口制造
1.运用切管器将铜管切取二段后,再用锉刀或铣刀修整器去除铜管毛边。 2.将铜管置於砧板上,铜管显露砧板之高度约等於冲杆由底部至斜面高度,然后固定铜管夹紧砧板。 3.挑选与铜管管径相同之冲杆,将冲杆套入铜管 中。 4.左手持冲杆,右手持榔头,笔直敲击冲杆,每击打一次左手即旋转一次冲杆,使其松动,然后再击打冲杆,直到冲杆打入管内停止。5.取出扩管冲及放松夹管砧板上的螺丝,取出 铜管。 6.运用砂纸、钢丝刷及抹布清洁铜管,并查看扩管处是否有裂缝、压扁或变形。 7.将另一段未扩管铜管套入扩管部份,查看其松紧程度。 8.查看杯型口之长度是否等於套入铜管之管径。
杯形口制造-注意事项
1.不得在铜管曲折处扩杯型口,避免杯型口不正而影响铜管之刺进。 2.不要在喇叭口邻近制造杯型口,避免杯型口焊接后影响喇叭口密合强度。 3.不行在运用尖嘴钳使管口扩展,如此铜管强度减低,并且无法与刺进之铜管密合。4.不行只作简略之喇叭口替代杯型口,由于接合强度缺乏并且密合不良。



辰昌盛通金属材料有限公司位于经济技术开发区1号路东,是一家从事 澳门压花铝板制造商与销售商,感谢您选用辰昌盛通金属材料有限公司研发、生产的系列品牌产品,我们在服务上推行“全程服务”,即实行售前、售中和售后全过程服务,公司配有经过严格培训的技术人员,随时为消费者提供快捷、周到的服务。

总结在澳门采买6*1包塑紫铜管〗到辰昌盛通金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王欣-13686355178,QQ:1978623870,地址:《经济技术开发区1号路东》。