
以下是我们上传的直埋保温螺旋钢管生产厂家实拍视频,您可以点击观看。
以下是:直埋保温螺旋钢管生产厂家的图文介绍


根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前 抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前 抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。



为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压
将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。
对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。但在成型器烟尘吸入口处,必须有遮挡冷空气进入的外部挡板。
将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。
对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。但在成型器烟尘吸入口处,必须有遮挡冷空气进入的外部挡板。


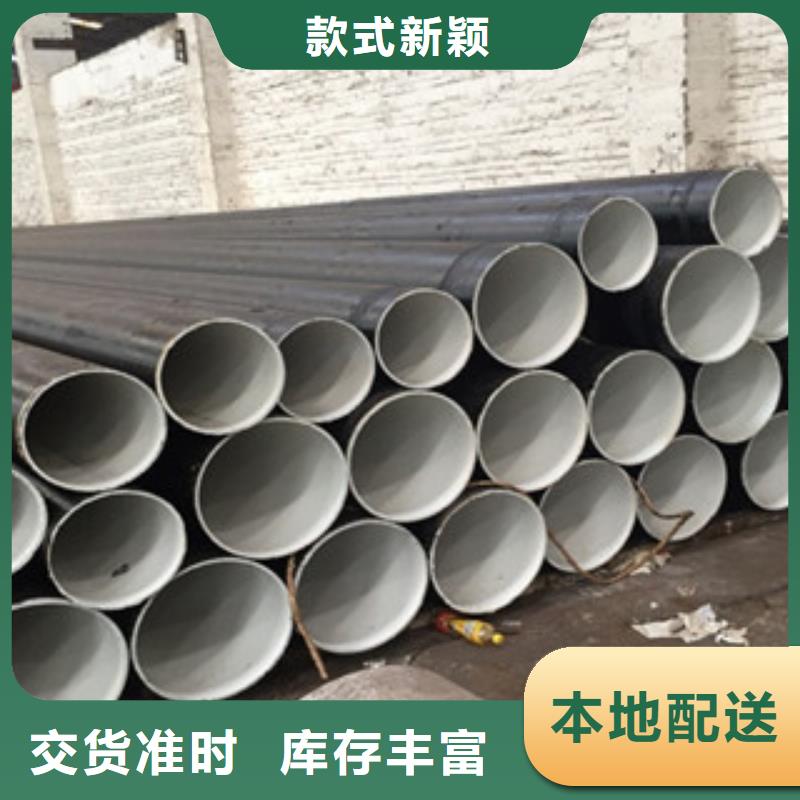
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



南恩物资有限公司实行了先进的流水线作业流程,引进了多组先进的进口 河南平顶山槽钢大型生产设备。同时对 河南平顶山槽钢原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 河南平顶山槽钢产品日新月异的时代站住脚跟。
