
更新时间:2024-11-09 08:19:04 浏览次数:7 公司名称:淄博 润腾不锈钢有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
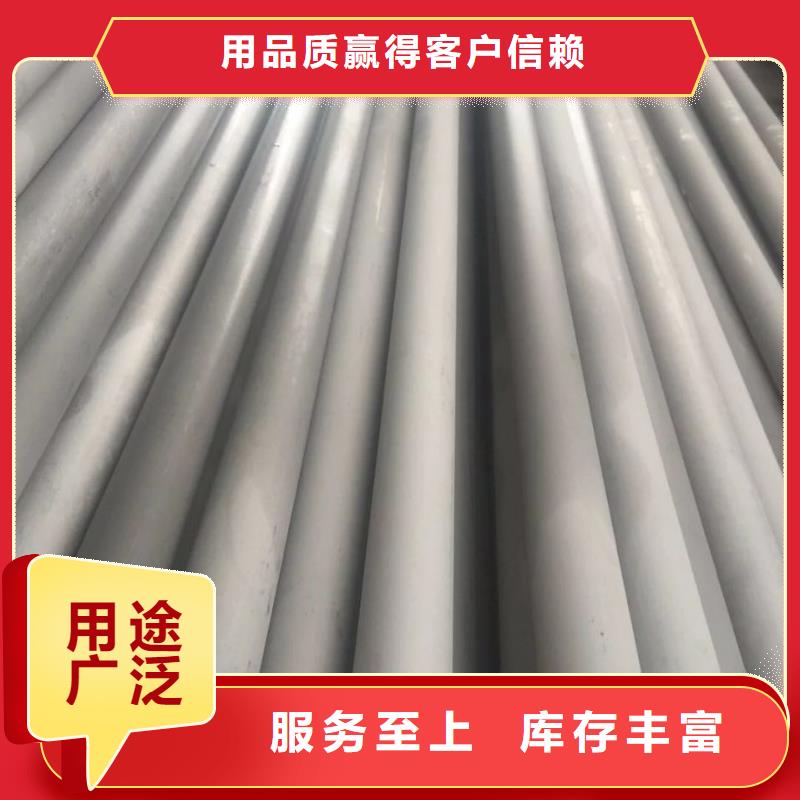
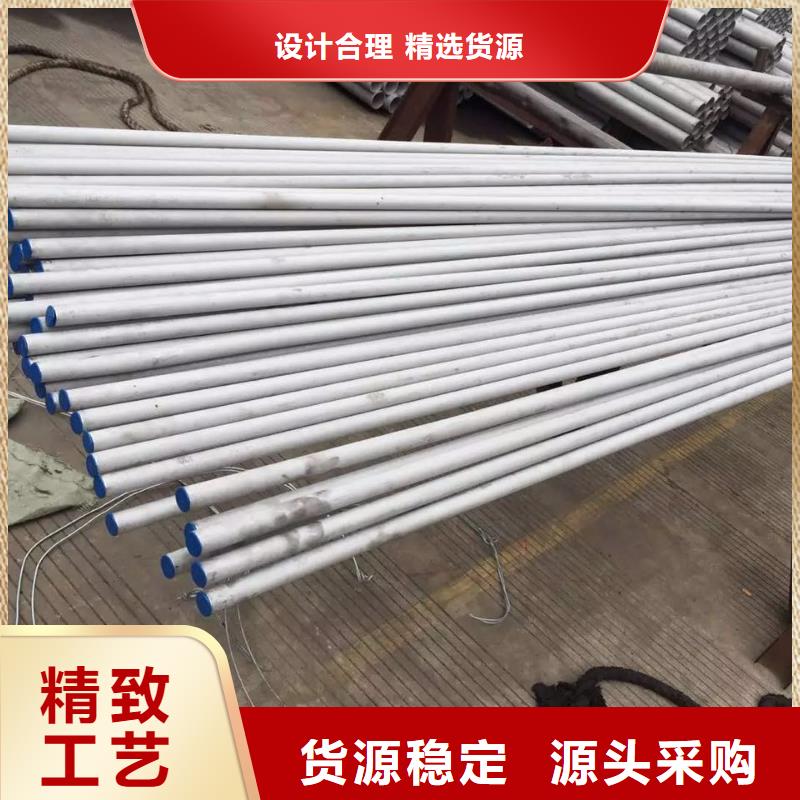
| 规格 | 6*1 8*1 10*2 25*2 32*2 48*3 57*4 76*4 89*4 108*4 133*4 159*6 219*6 273*6 325*8 426*8 457*10 480*10 530*10 630*12 |
| 材质 | 201,304,316L,310s 2205,2507,904L |




| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 规格 | 6*1 8*1 10*2 25*2 32*2 48*3 57*4 76*4 89*4 108*4 133*4 159*6 219*6 273*6 325*8 426*8 457*10 480*10 530*10 630*12 |
| 材质 | 201,304,316L,310s 2205,2507,904L |



润腾不锈钢有限公司致力于高质量的,高品质,高标准 云南楚雄不锈钢槽钢产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 云南楚雄不锈钢槽钢产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。


锈钢管件连铸坯工艺具体步骤如下 1.根据不同的钢种做到结晶器的振动工艺与保护渣相匹配,这样能提高10%的成材率、节能和缩短生产周期从而提高了钢水收得率。 2.不锈钢管件要采用连铸,从而提高综合成材率,而且与炉外精炼相配合,显著提高了生产效率,还省略了开坯工序,节约了大量能耗。3.不锈钢管件连铸一般都与精炼炉配套,对钢水的化学成分和温度有严格要求;为防止钢水二次氧化,连铸生产过程中要求采取无氧化保护浇注;对钢水包、中间包、滑动水口、浸入式水口等耐火材料要求严格。 4.为保证连铸坯的外表质量,选择合适的维护渣;连铸过程中因结晶器的振动在连铸坯表面上形成的振痕要加以控制;铁素体不锈钢管件连铸时必须采用电磁搅拌。 5.经过吹氩站对钢水温度进行调后吊到大包回转台等待连铸。6.钢水铸完后,不锈钢管件一般采用与碳钢相同的立式、立弯式或弧形连铸机。精炼后的钢水倒入钢包,经过回转台将待浇钢包转到中间包注入口上方,然后通过长水口将钢水注入中间包。中间包的钢水经过浸入式水口进入结晶器成形和冷凝并连续下移。








