


我们的紫铜止水按指标生产价格优惠产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:紫铜止水按指标生产价格优惠的图文介绍


焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层酒精溶液。元件镀锡----在刮净的引线上镀锡。可将引线蘸一下酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。



广硕橡塑制品有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 山西吕梁沥青麻绳产品。


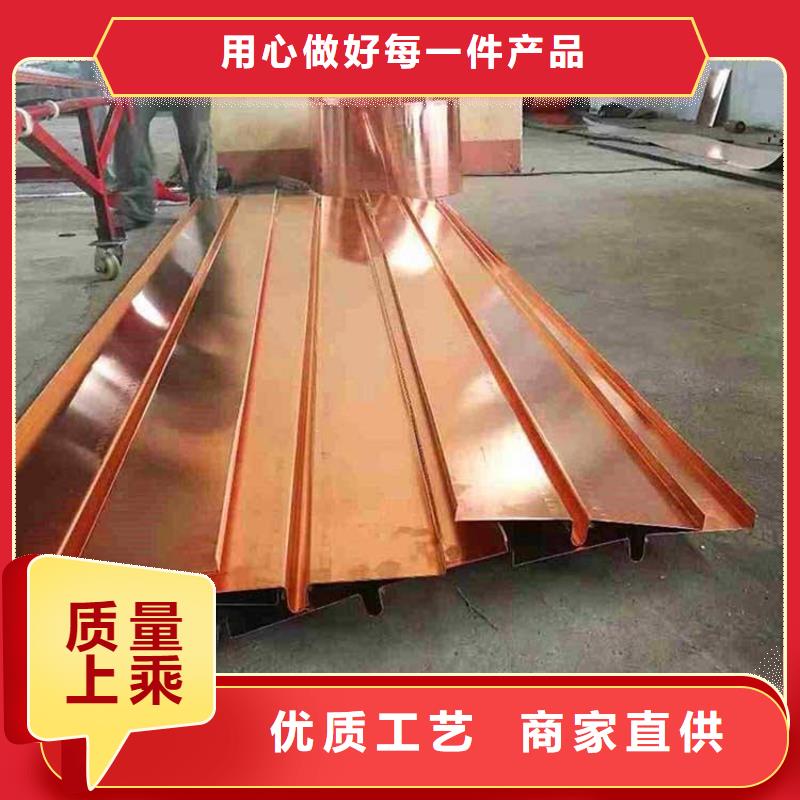
目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧,软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。



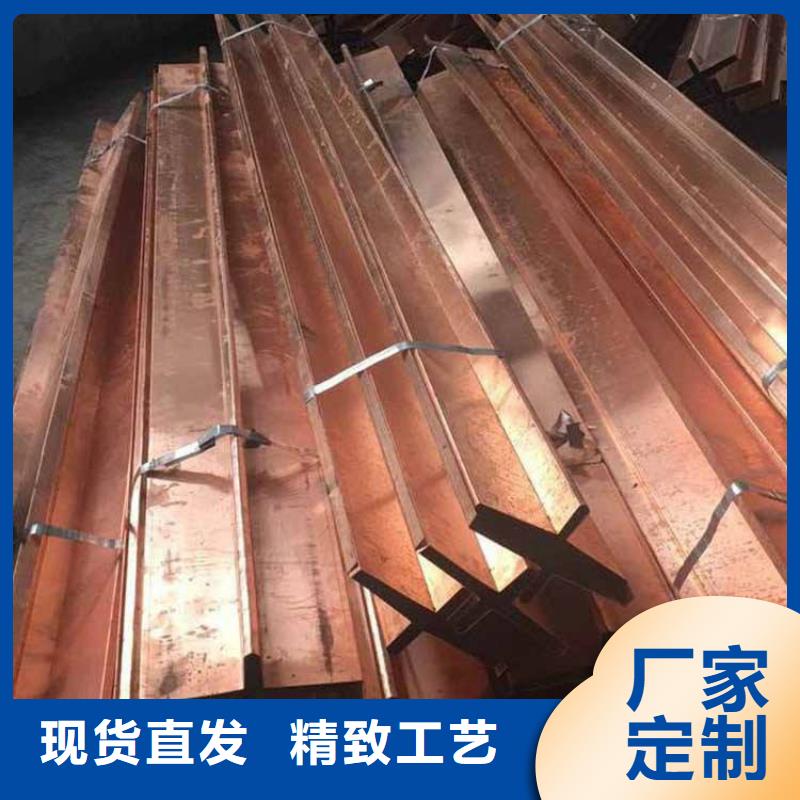
圆弧状铜止水大量的适用导流洞、施工的止水,可依据施工、导流洞的倾斜度生产加工,可多余的电焊焊接。此外,水准止水安裝的止水金属片接头可呈十字型、T型接头,而导流洞、施工内的止水金属片接头多见单边接头,立即当场电焊焊接就可以。 焊接时候助焊剂(松香和焊油)是关键,新鲜的松香和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂焊接也是关键在维修制作中,焊接工作是必不可少的。它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接技术的好坏直接影响到电子制作的成功与否,因此焊接技术是每一个电子爱好者必须的基本功。
紫铜止水带,也叫紫铜止水板、紫铜止水片。要想了解紫铜止水带,我们先来介绍下紫铜止水带的材质紫铜。铜大家应该都知道,具有导电性良好,熔点高等优点,经常作为导线或者丝。纯铜的颜色是红色的,其熔点在1100℃左右,密度达到8.9g/cm3。我们见到的铜之所以呈现为紫红色,是因为铜表面被氧化而形成的氧化膜所致,此氧化膜的存在正是铜耐氧化腐蚀的原因所在。