
无需繁琐的文字描述,观看我们的视频,让冷拔方管库存量充足产品一览无余!
以下是:冷拔方管库存量充足的图文介绍

冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。


热轧冷拔管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
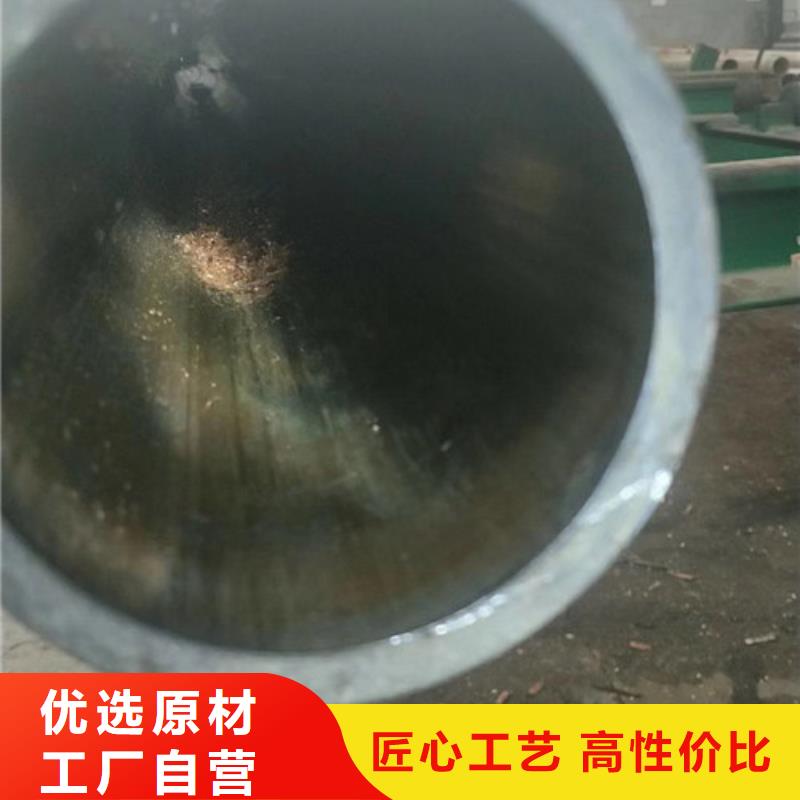
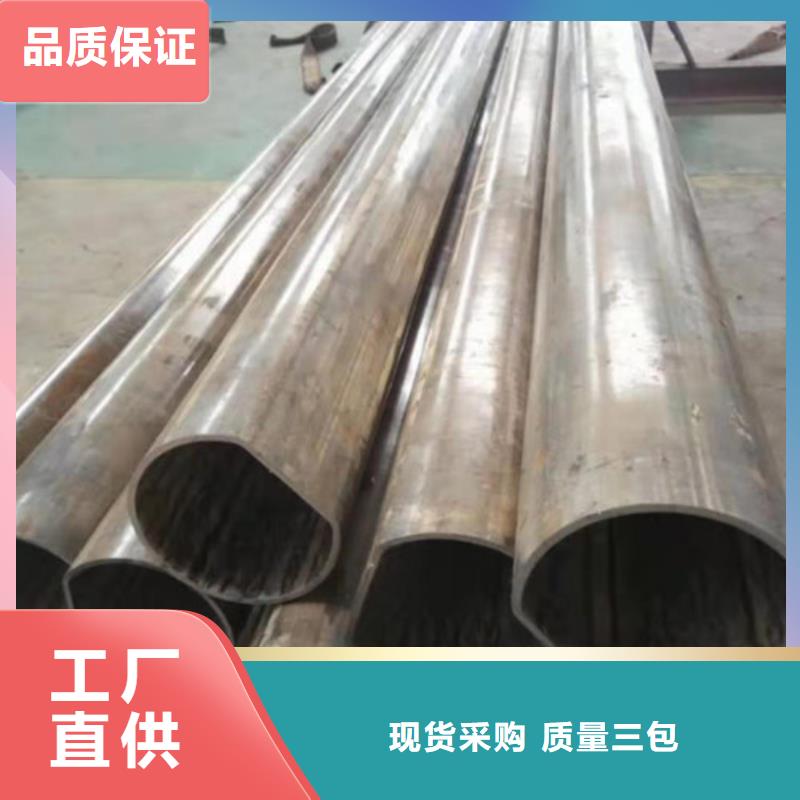
45#冷拔管成品状况为:内外壁亮光无氧化层,冷拔管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#冷拔管.
45#冷拔管成品状况为:内外壁亮光无氧化层,冷拔管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#冷拔管.



精拉管业有限公司销售 河南安阳冷拉管。 我公司以品质、合理的价格,完善的体系,售后服务创造企业形象,以科技为先导,倾尽全力开拓新 河南安阳冷拉管产品,树立精益求精、追求企业精神。公司秉承“顾客为先,锐意进取”的经营理念为广大客户提供 服务。欢迎惠顾!


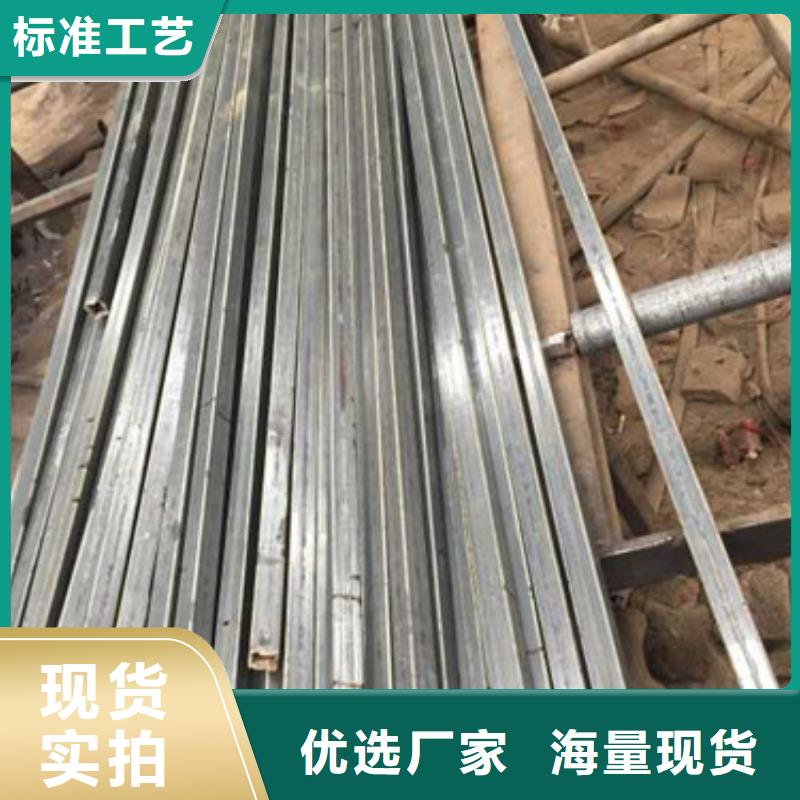
冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。



