
想知道钢筋套筒用精密光亮无缝管汽车零件定做加工产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:钢筋套筒用精密光亮无缝管汽车零件定做加工的图文介绍

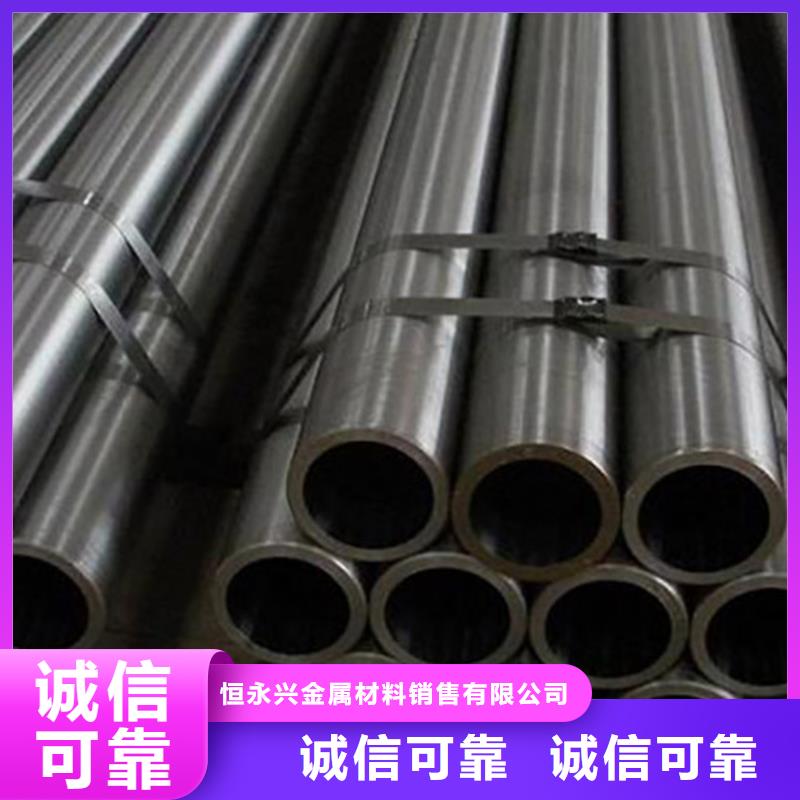
恒永兴金属材料销售 有限公司
与我们合作,能提高您的效率,降低时间和人工成本,提高 西藏阿里不锈钢管产量与质量,产品与企业形象,增强竞争力。 我们将以热诚的服务,良好的 西藏阿里不锈钢管产品质量,竭诚为广大用户走上致富之路。 恒永兴金属材料销售 有限公司宗旨,以质量求生存,以服务求发展。


精密钢管商家套现意愿较强。总体来看,当前的市场环境下,不管是降价还是不降价,出货情况还是不乐观。但是由于终端规避高价,所以价格也只能向低位靠拢,由此市场行情陷入恶性循环,且短期内难以得到改观。宏观方面,国内经济下行压力仍然比较大,靠 政策来提振需求的措施仍需时日。受整个钢材市场大环境影响,商家操作较为谨慎,对后市仍不看好。有鉴于此,预计短期内国内精密钢管市场价格或会延续弱势格局。重庆建筑钢材价格大体稳定,个别下跌,幅度为10元/吨。据市场上了解到,本地现货价格已处于较低位置,市场资源补充速度缓慢,因此未给商家在销售上带来太大压力,而需求方面,近期下游采购积极性依旧平淡,高位成交阻力较大。另据商家反馈,今日市场出货量略有萎缩,不过价格普遍坚挺,个别小规格价格下跌10,商家暗降走货操作频繁。考虑到宏观面暂无重大利好,商家普遍反应月底出货一般,市场氛围偏空,价格短期内难有向好势头,预计短时间内精密钢管价格或延续稳势。可见现阶段下游终端需求萎缩程度,相反不少地区价格持续坚挺,原因是贸易商认为,此时市场低迷与价格无关,纯粹因市场需求不足,降价促销也未必能够提振市场,目前仍是处于买涨不买跌的状态,因此只能密切观望、谨慎操作。因此预计短期内国内市场价格仍以弱势运行为主。市场方面,近期上游重回窄幅盘整状态,管厂方面价格政策也趋向谨慎,泰安本地市场价格暂跟盘整状态。贸易商反映,受低价资源冲击,加上出货较往年明显不佳,市场多跟随上游管厂无奈调价,市场跟降走量以清库存心态明显,暂无主动调整报价迹象。不过现在市场资源库存量较往年比压力不大,贸易商采购上基本随进随出,新增少量低位资源,可见对后市观望心态浓厚,现一般商户库存量在2000吨上下。综合考虑,预计短期内精密钢管价格稳中偏弱为主。



保持精密钢管表面光泽的方法:精密钢管是由不同材料制成的,需要通过相关人员的合格检验才能出厂。精密钢管的用途非常广泛,其主要领域不仅是建筑业,它在我们的日常生活中无处不在。表面处理是影响精密钢管使用寿命的主要因素,下面我就给大家讲解一下精密 钢管表面处理具体操作方法有哪些。一、酸洗,一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。二、清洗,利用溶剂、乳剂清洗精密钢管表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除精密钢管表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。三、工具除锈,主要使用钢丝刷等工具对精密钢管表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若精密钢管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。四、喷(抛)射除锈,喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对精密钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且精密钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。除锈等级,对于精密钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求精密钢管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与精密钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。



2、氧化与脱碳、过热与过烧。3、硬度不足。造成淬火工件硬度不足的原因如下。(1)加热温度过低,保温时间不足。检查金相组织时,在亚共析钢中可以看到未溶铁素体,在工具钢中可以看到较多未溶碳化物。(2)?表面脱碳引起表面硬度不足。磨去表层后所测得的硬度比表面高。(3)?冷却速度不够,在金相组织上可以看到黑色屈氏体沿晶界分布。(4)钢材淬透性不够,截面大处淬不硬。(5)采用中断淬火时,在水中停留时间过短,或自水中取出后,在空气中停留时间过长再转人油中,因冷却不足或自回火而导致硬度降低。(6)工具钢淬火温度过高,残余奥氏体量过多,影响硬度。精密钢管当出现硬度不足时,应分析其原因,采取相应的措施。其中由于加热温度过高或过低引起的硬度不足,除对已出现缺陷进行回火,再重新加热淬火补救外,应严格管理炉温測控仪表,定期按计量传递系统进行校正及检修。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
