


想要深入了解精密无缝管35Cr无缝钢管资质认证产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:精密无缝管35Cr无缝钢管资质认证的图文介绍
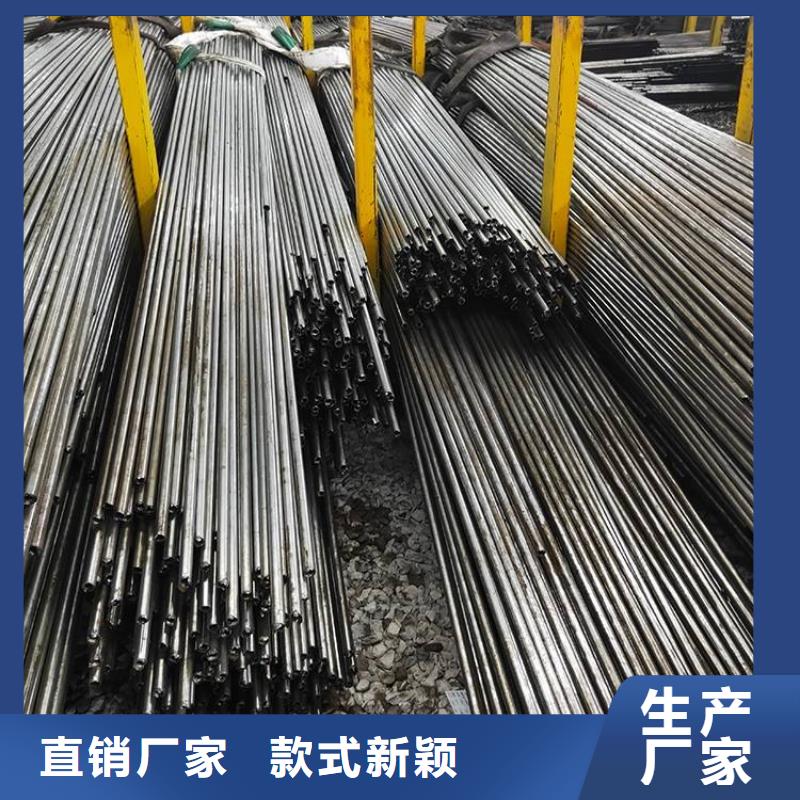
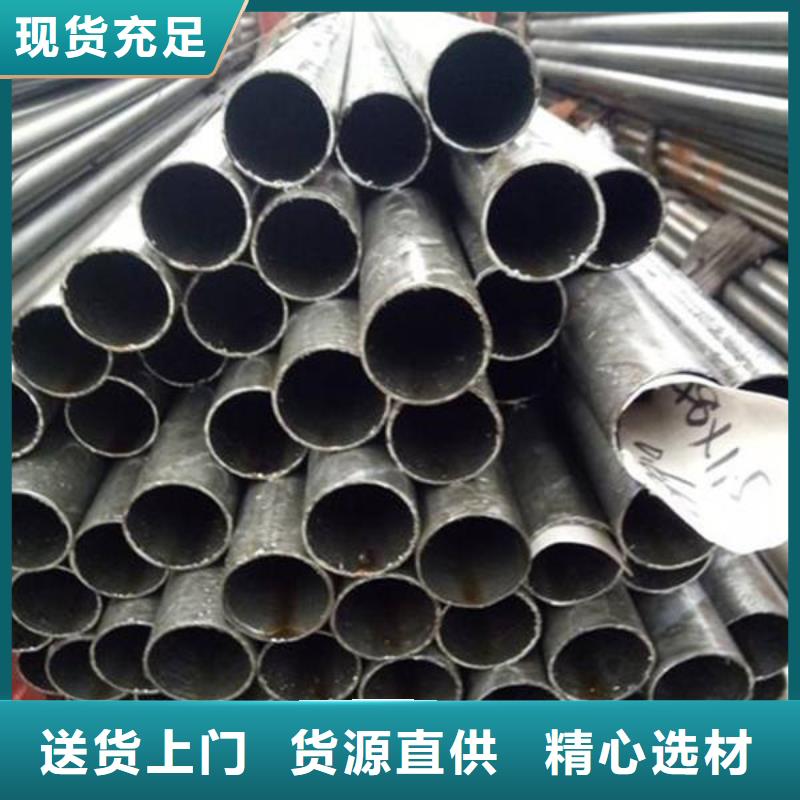
产品细节图

一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。


精轧管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是精轧管生产和加工的基地。精轧管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。



公司实力

融拓金属材料有限公司常年现货销售 湖北咸宁合金圆钢等。公司以优质产品的质量销售给广大的客户,满足客户的生产需要自成立以来始终坚持以 市场为导向、以客户为中心、以质量为企业命脉、以诚信为治企之本、坚持认真严谨的原则稳步进取,不断发 展壮大,在业界确立了稳固的销售服务体系,以良好的信誉 、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户信赖。
