






无缝钢管的水淬火是一个重要的生产工艺。以往的水淬火设备的淬火工艺流程是经淬火炉加热的钢管由上料装置直接放入到装满冷却水的淬火槽中冷却,一定时间后再由出料装置拨出。这样的淬火工艺存在一定的缺陷。很容易造成钢管冷却不均匀,产生弯曲、开裂等缺陷,影响钢管的性能。
新型的水淬火设备消化吸收了国内、外先进的淬火技术,在此基础上又进行了多项技术革新,有效的提高了冷却均匀性和淬透性,减少了淬裂、弯曲、椭圆等缺陷,是集液压、机械、电气、计算机控制于一体的新型水淬火设备,现已在投入使用。新型用水淬火设备,采用先进的“外淋+旋转+内喷”淬火工艺,并进行了大量的结构改造、技术革新,有效的提高了钢管的精度和机械性能,大大减少了淬裂、弯曲、椭圆等缺陷。实践证明此水淬火设备具有淬火均匀、冷却速度快、淬后钢管精度高、硬度高、耐磨性强等诸多优点。



在未来,九晨钢铁制造有限公司将继续做好 广东韶关异型管产品,发扬“超越自我、追求圆满”的企业精神,以“人人品管,技术争先,团结协作,求真务实。”的宗旨,不断进行经营改革和管理创新,增强企业的整体竞争力、凝聚力、创新力,来服务于社会。


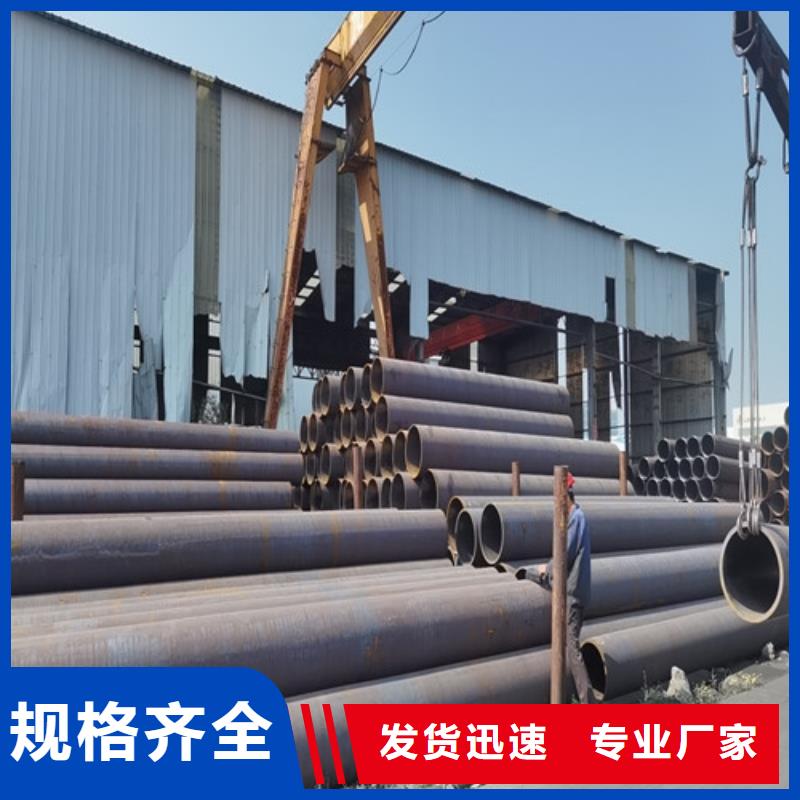
无缝钢管与有缝钢管之间大的区别就在于周边无接缝,通常是采用热轧和冷拔两种工艺制造而成,此外,值得一提的是这种管道材料的重量比较轻,因此,运输起来更为方便一些,在机械领域中,这种管道材料使用的频率高,总体上看,无缝钢管在工业领域中的优势还是比较显著的,其生产规模也在不断扩大。



10#无缝管
10#无缝管简介
优质碳素结构钢10#无缝管中除含有碳(C)元素和为脱氧而含有一定量硅(Si)(一般不超过0.40%)、锰(Mn)(一般不超过0.80%,较高可到1.20%)合金元素外,不含其他合金元素(残余元素除外)。 此类钢必须同时保证化学成分和力学性能。
10#无缝管化学成分
●10#无缝管牌号:10钢10#无缝管化学成份:碳 C :0.07~0.14"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.04磷 P :≤0.035铬 Cr:≤0.15镍 Ni:≤0.25铜 Cu:≤0.25 ●10#无缝管力学性能:抗拉强度 σb (MPa):≥410(42)屈服强度σs (MPa):≥205(25)伸长率 δ5 (%):≥25断面收缩率 ψ (%):≥5,硬度 :未热处理,≤156HB,试样尺寸:试样25mm ●10#无缝管热处理规范及金相组织:热处理规范:正火,910℃,空冷。金相组织:铁素体+珠光体。●10#无缝管交货状态:以不热处理或热处理(退火、正火或高温回火)状态交货。要求热处理状态交货的应在合同中注明,未注明者按不热处理交货。
其硫(S)、磷(P)杂质元素含量一般控制在0.035%以下。若控制在 0.030%以下者叫高级优质钢,其牌号后面应加“A”,例如20A;若P控制在0.025%以下、S控制在0.020%以下时,称特级优质钢,其牌号后面应加“E”以示区别。对于由原料带入钢中的其他残余合金元素,如铬(Cr)、镍(Ni)、铜(Cu)等的含量一般控制在Cr≤0.25%、Ni≤0.30%、Cu≤0.25%。有的牌号锰(Mn)含量达到1.40%,称为锰钢。


厚壁无缝管工艺流程
卫生级镜面管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
厚壁工业管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
一般的厚壁无缝钢管生产的工艺都分为两种,冷拨与热扎,冷拨的生产流程一般都要比热扎的复杂,而且冷扎无缝光管的厚壁要比热轧无缝钢管的要小,所有厚壁无缝钢管看起来更加明亮一些,表面上也没有那么粗糙,口径也没有毛刺。



