
精密光亮管_45#精密钢管品质值得信赖的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:精密光亮管_45#精密钢管品质值得信赖的图文介绍

想要确保使用的性能,那就必须要更换一条新的钢管了。无论是遇到哪种情况,无论是选择哪一种处理方式,这都是会带来一定的损失。可如果使用了精密钢管,就完全不会存在这些方面的担心。因为这种钢管,在制作的过程中,就对于管道进行了一定的强化处理。这让精密钢管本身,金属的变形变得更加的均匀,同时这可以让精密钢钢管,其中某一个部分,在加工的过程硬化。比如说在变形的部分,产生了硬化之后,就可以让变形,不会朝着其他,没有发生形变的部位扩散。这确保了在使用过程中,不会因为管道的变形,可能带来的危害以及损失。
精密钢管的制造,需要将胚料送入熔炉内进行加热,温度在一千二百度左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的精密钢管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到精密钢管的基本雏形了,整个制造流程还是比较复杂的。
目前在我国主要的精密钢管生产,主要集中在成都、河北、山东和江苏,在气动元件、汽车、石化、电力和船只等等领域中,都用途广泛。
精密钢管的制造,需要将胚料送入熔炉内进行加热,温度在一千二百度左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的精密钢管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到精密钢管的基本雏形了,整个制造流程还是比较复杂的。
目前在我国主要的精密钢管生产,主要集中在成都、河北、山东和江苏,在气动元件、汽车、石化、电力和船只等等领域中,都用途广泛。


精密钢管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化磷化皂化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装
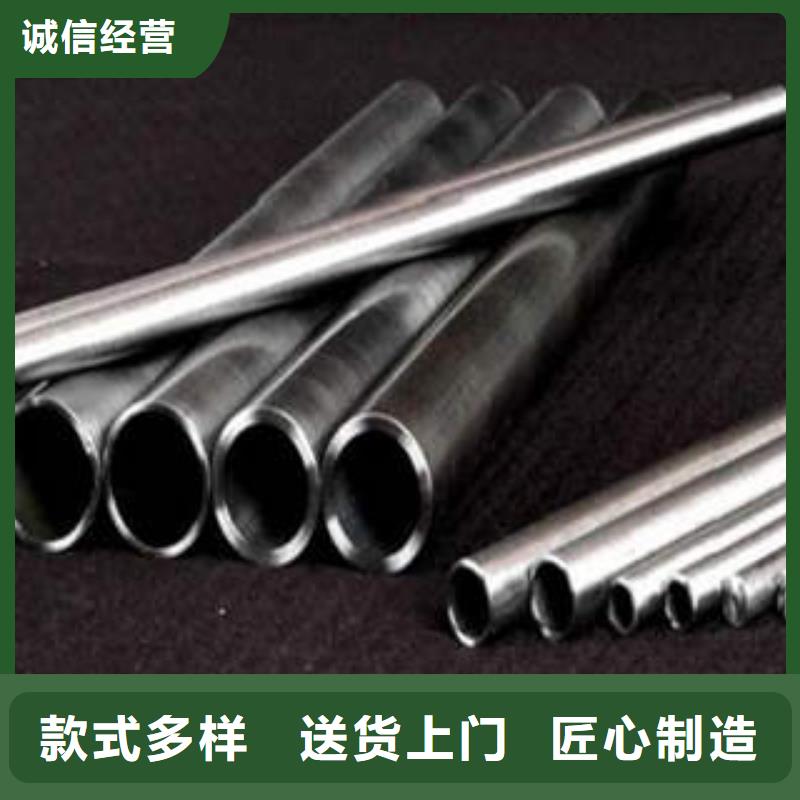
精密钢管特点:
1.外径更小。
2.精度高可做小批量生产。
3.冷轧成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
精密钢管计算公式::[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。
管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化磷化皂化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装
精密钢管特点:
1.外径更小。
2.精度高可做小批量生产。
3.冷轧成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
精密钢管计算公式::[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。



通圆钢管制造有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 湖南娄底35crmo精密钢管产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。


将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1 μ m 。在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于电解抛光、流体抛光等方法很难控制零件的几何度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。


