




产品视频展示,助您洞悉弯管O型弯管精心选材产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
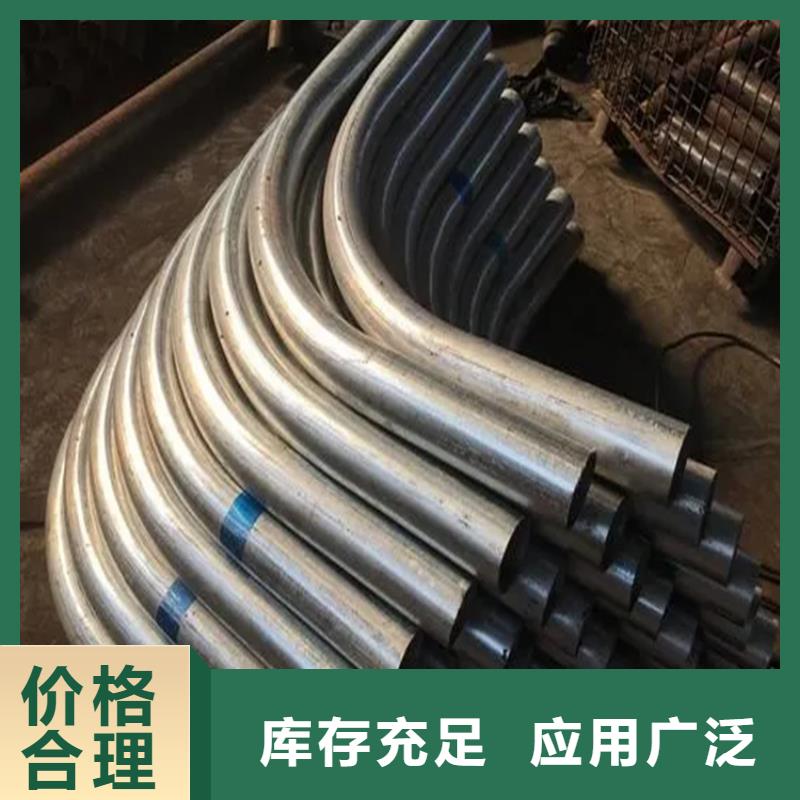
以下是:弯管O型弯管精心选材的图文介绍

规格齐全,支持定制,公司一贯以客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。产品规格尺寸材质齐全,省去不必要的麻烦,-站式采购。公司拥有多年的行业经验,能有效的完成客户的订单,确认产品质量和交货时间。严格控制每一件产品的质量保质保量,让客户买的放心。


对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。 对弯管加工工艺的选择有哪些差距 因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。 在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。 那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。



弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。



使用方法:成型过程中润滑对产品质量的影响: 企业在传统的弯管生产工艺中,为得到更好的弯管表面质量,会采取很多的办法,其中包括:采用更先进的弯管机,用强度更高的模具,或者采用润滑产品等办法。采用的弯管机和强度高的模具,企业往往都需要投入非常大的资金来完成,只有采用弯管润滑产品是比较低廉和快速的达到企业产品品质的要求。可是在传统的生产工艺中:油基弯管润滑产品可以满足企业在弯管生产中弯管质量的要求,但是油基弯管润滑产品的不易清洗性和对环境的污染就非常突出的表现出来,这样企业就必须采用更多的手段去因为采用油基弯管润滑产品对终产品质量的影响,为此投入比较多的精力和资金。而IRMCO弯管水基润滑脂的到来即满足了企业对弯管产品质量的要求,又可以避免和减少企业因为采用油基弯管润滑产品而增加的投入,完全优化企业生产工序。 在传统的油基润滑产品应用过程中,企业的生产效率被极大的制约,因为油基润滑产品的流动性和极难清洗性,更造成了对生产环境和工人工作条件的污染,企业这些污染往往需要花费大量的金钱和人力物力。采用可以为企业减少甚至避免上述清理污染的人力物力的付出,其免洗可直接焊接的特性,更大大的提高企业的生产效率和产品品质。而IRMCO水基弯管脂的用量通常情况下可以比传统的润滑油可以减少50%-80%的用量,可以为企业节省更多的费用。