


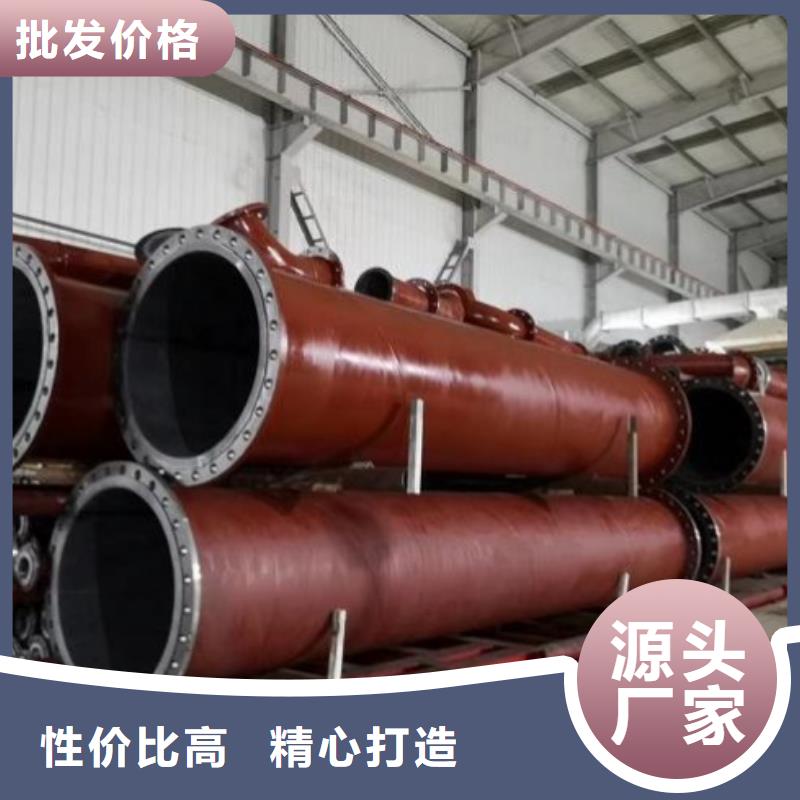

影响衬胶管道的因素有哪些呢?专业的衬胶管厂家为您解答疑难。
首先是橡胶的性能,衬胶管道的内衬胶需要根据其使用的环境来确定,如果选择的橡胶物理性能和化学性能与环境不相符合,就会造成橡胶层脱落等严重后果,影响使用寿命。
其次是橡胶与钢管的粘接强度。橡胶胶浆粘接度不强,会造成衬里的层受力不能很好分解,导致局部受力不均匀,易造成衬胶管道局部加速腐蚀。
工矿条件也是影响衬胶管道寿命的重要因素。使用场所、腐蚀性,温度以及使用强度等都会影响到衬胶管道的使用寿命,因此在选择之初应对衬胶管道做出合理的分析。
我公司建立了健全的质量保证体系,该体系包括:质量保证程序、组织方式和所涉人员的资格证明及影响项目质量的各项活动,如衬胶管道及衬胶管件的设计﹑制作﹑检验﹑装配﹑安装﹑调试﹑试运﹑验收﹑试验﹑运行和维护等有关规程、协议和标准清单。
质量保证体系包括的内容:
1.原材料的检验和控制;优质丁基胶板,优质法兰,优质无缝钢管。
2.所采购的材料的技术文件的控制;
3.制造过程的检验和控制;
4.特殊工艺控制;
5.加工人员能力的控制;
6.现场施工监督与指导。
7.设计应满足 的有关标准、协议的要求,并应充分考虑当地环境条件和使用条件的影响。
8.用材应采用能满足其使用条件的优质材料,零部件的选择应以技术先进、成熟可靠、耐用为基本原则。所有材料和零部件,应有材料或零部件质量保和/或复检试验报告。采用材料的化学成份、机械性能及内在质量应符合图样及技术文件的规定,并充分考虑耐腐蚀性能。
9.提出施工现场安装注意事项及安装质量保证方法。
10.设备出厂发运的同时提供有关质量保证的各项质量文件和技术文件。


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。



纵横机械制造有限公司交通十分便利,地理位置好,是一家集研究、开发、生产和销售 江苏苏州钢衬塑管道为主的科研型企业。 我公司主要生产 江苏苏州钢衬塑管道等高性能产品。纵横机械制造有限公司 江苏苏州钢衬塑管道产品品种齐全,质量可靠,供货及时,售后体系完善, 江苏苏州钢衬塑管道产品已销往我国三十多个省、市、自治区,并出口韩国、俄罗斯、日本、意大利等十几个地区,深受用户信赖。



