
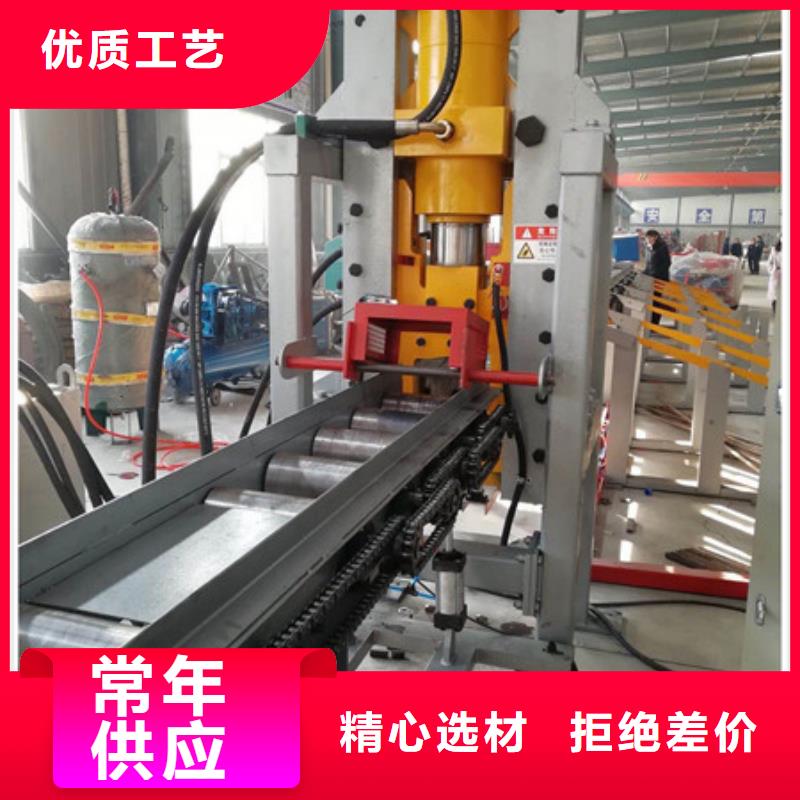

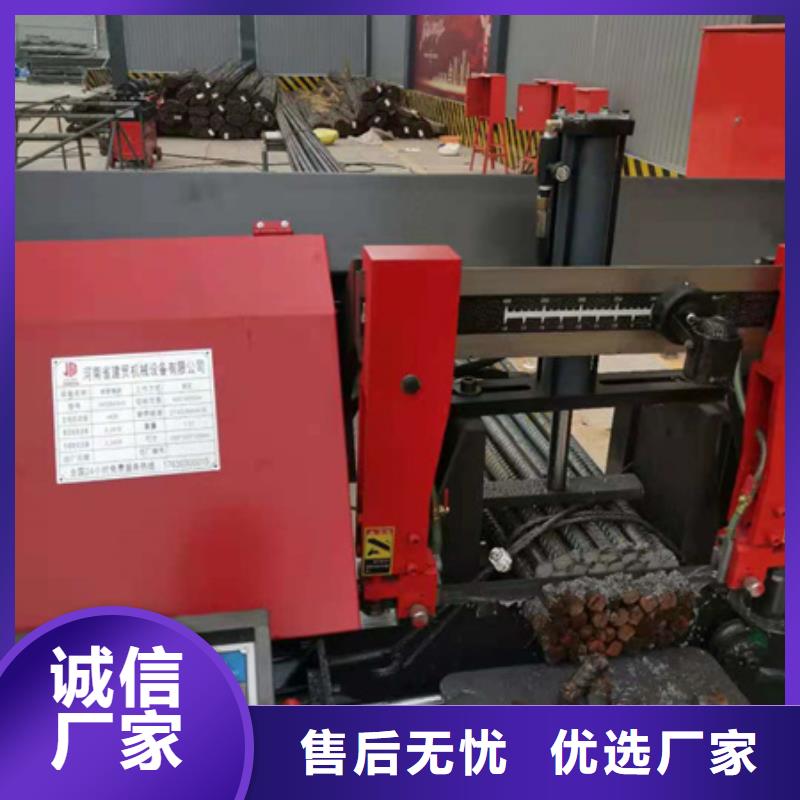

想要一睹钢筋带锯床厂家简介——棒材剪切生产线产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:钢筋带锯床厂家简介——棒材剪切生产线的图文介绍
建贸机械设备有限公司致力于 福建龙岩钢筋笼滚笼机领域的整体,聚焦于 福建龙岩钢筋笼滚笼机市场的深耕与拓展,以国际视野,全球整合的眼界与格局,把握前沿技术,锻造保障能力,追求事业品质。愿与各位同道,各位朋友,各位有识之士共勷伟事,共迎美好明天。
你有鳍,这里是大海,你有翅,这里是蓝天。

适用于中小型企业的金属带锯床MM现代制造添加关注↑,观现代制造。锯始终是有效的工艺手段之一,将各种棒料原材料加工成横切或管状的可以用于进一步加工的精细的半成品。锯床非常适用并且在有限的预算当中算是相对来说经济的。Bomar的设备ErgonomicDGSH是一款稳固的动力学带锯自动设备,应用于小型企业和车间工具设备制造商Bomar作为全自动或半自动带锯的专家,了在柱型结构中从小型电子锯到全液压CNC自动和双斜面设备针对专业钢结构和类似的各种应用领域的必要条件。
锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动轮,再驱动绕在被动轮缘上的锯条进行切削回转运动。锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。

。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块


加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。


