



随着折弯件在机械、钢结构、车辆工程等领域上的广泛应用,为满足其产品质量和生产需要,其质量标准也逐渐提高。数控折弯机在冷态下可利用所配备的通用模具(或专用模具)将金属板材折弯成各种所需要的几何截面形状的工件,但是折弯工艺的不合适又会引发一系列的问题,比如折弯开裂。
关于钢材标准要求方面的介绍请参考文章《如何正确解读“折弯开裂”》,今天我们要说的是因为折弯工艺引起的开裂及其解决措施。
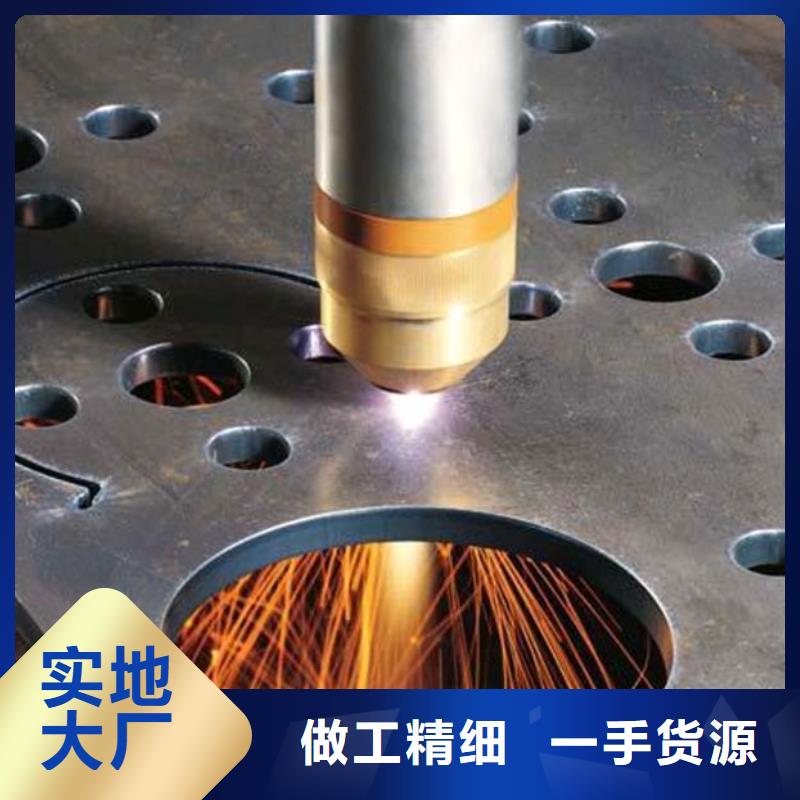
(1)毛刺或细小裂纹引起开裂:材料经剪切或冲裁后,在边缘常出现毛刺或细小裂纹,弯曲时易形成应力集中而被折裂,通过图1可见工件折裂时剪切面(带毛刺面)向外,开裂位置发生在工件的剪裂带和揉压带。
大润激光切割打孔钢板折弯方矩管打孔



亚电物资有限公司是 安徽GR15轴承专用管协会会员单位。本公司专业从事 安徽GR15轴承专用管的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 安徽GR15轴承专用管产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。
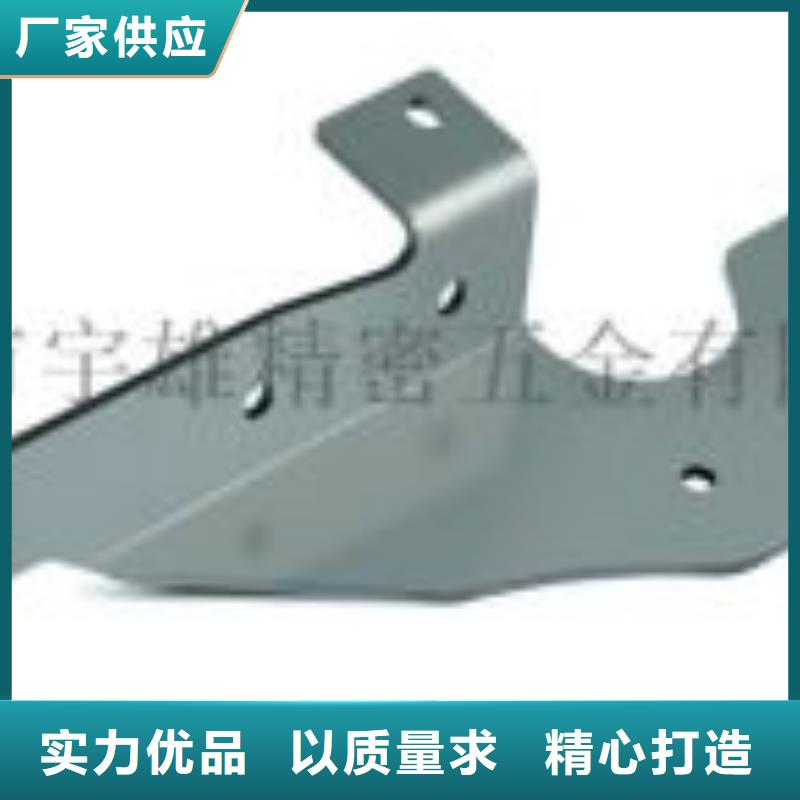
激光切割打孔钢板折弯,厚壁钢管选择我们没错


熔化切割
。



折弯有许多类型的折弯机,钣金加工,根据旋转方式可分为机械式(伺服电机)和液压控制系统可分为简单的手动折弯机、折弯机、普通家用数字定位,和全功能的数字程序控制折弯机,按作用可分为分为4个部分,钢板折弯加工订做,8轴,12轴折弯机等。
无论机器是否干净,有无障碍的滑道,和以下程序之前可以进行确认。
然后决定你需要折叠哪种产品,你使用什么模具,选择模具时,钢板折弯加工,把机器拿下来。
成形方法也不同。折弯加工一次成形回弹大于多次成形。
材料屈服强度越大,弹性回复量越大。为了获得弯曲件的90度角,压刀的角度必须较小。相对于碳钢,同样厚度的不锈钢弯曲角度较大,这一点应特别注意,否则会出现弯曲裂纹,钢板折弯加工价格,影响工件的强度。
在单位尺寸下,板厚越大,所需弯曲力越大,随着板厚的增加,弯曲设备在弯曲设备的选择中所需的弯曲力越大;
板厚设计和弯曲半径的对应情况,根据弯曲件展开尺寸的矩形和减二厚度满足设计要求的经验,根据计算膨胀量可以简化计算过程,大大提高了生产效率的经验公式;
激光切割打孔钢板折弯

