



我们的现场实拍视频将带您走进弯管-弯管生产厂家畅销当地产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:弯管-弯管生产厂家畅销当地的图文介绍


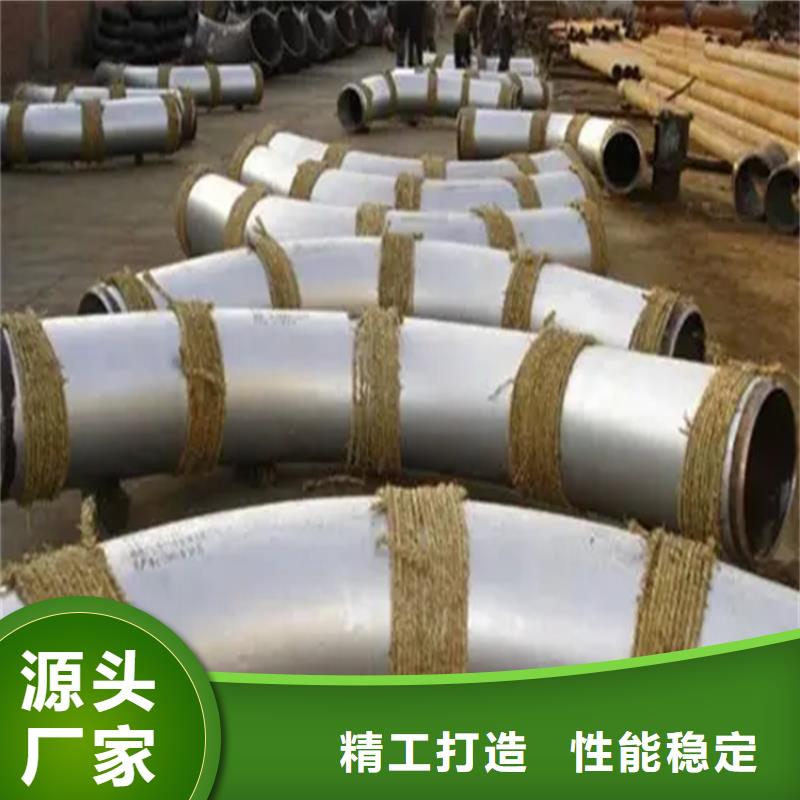
如何选择有实力的弯管制造商定制特殊弯管。在我们的日常生活中,弯管随处可见。从家里的水龙头和放毛巾的架子到几个建筑业机械行业的管道连接工程。 因为其应用的广泛性,对于很多具体需求的消费者来说,为了更好地使用需要特别的定制。接下来,和小编一起,了解如何选择有实力的制造商,定制符合要求的弯管。 如何选择有实力的弯管制造商定制特殊弯管 1.检查弯管制造商的经营信息。 首先,有必要知道该厂商的经营资格,开工手续是否规范。其次,可以看到制造商经营了多少,其主要业务是否在这个行业工作,这个行业已经有一定的年限,至少可以说明制造商具有一定的市场实力,在激烈的市场竞争中有地位。 2.了解弯管制造商的生产工艺。 弯管生产的好坏,技术水平很重要,尤其是定制产品,对规格尺寸的要求更加严格,如果不满足要求,后期客户使用会增加很多麻烦,甚至不能一致。 因此,我们可以去制造商的车间看看,了解制造商的生产车间设备和生产线、生产工人的技术水平等等。 3.询问弯管制造商的定制产品报价和服务状况。 定制产品一般有具体要求,厂家可以耐心与客户沟通相关需求,并且可以根据客户的要求制定报价方案,在价格合理的基础上,按时按质完成合作要求,在后期合作过程中也提供相应的服务。 这样性价比高,服务弯管厂家,定制产品质量放心,价格放心,合作也放心。



航萧管件有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 澳门中频弯管产品。生产的各种系列 澳门中频弯管产品通过有关检测机构的检测。
公司由一批在 澳门中频弯管行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


弯管制作褶皱原因哪些因素影响成本在加工过程中,每一弯折全是根据好多个弯折进行的,在加工过程中能够 合理地将无缝钢管放到弯折机里,那样机器设备就会对无缝钢管释放弯折扭距,使无缝钢管的布局造成适度的形变。根据前端开发的模主液压缸的支撑点,可以在上面锻炼,弯管使无缝钢管沿着模曲线图南部弯曲变直到弯曲成型,商品在生产加工的全过程中产生无缝钢管的形变弯管曲线图能够 依据其规格型号和材料不一样的无缝钢管塑性形变阀值合理明确,不一样的无缝钢管相匹配不一样的下模,商品在弯折全过程中不可以使管挨近前工装夹具。必须合理的放到挨近上模弯折缸一侧,弯管内胎后侧超过上胎的后侧150mm上下,另外在开展前3次弯折的全过程中为弯折缸的升程不适合过大,在后步工艺流程中弯折缸升程应慢慢增长。假如构造层面可以设计构思的更加有效,是能够 降低一些损坏难题的。像这样依赖的那样,在中后期应用的情况下,可以确保应用的质量,合理地提高应用时间。好的,人们弯管是如何合理地把握设计构思的呢?下人们必须考虑的个问题是弯管加工部件的设计。正因为在不同的办公环境中,人们对实际的规定是不同的。例如,在气力输送系统中,由于容易损坏,使用周期一般较短。坚持以后在设计构思的那时候,人们要尽可能的减少2个管材中间的空隙。次之,在设计构思弯管生产加工商品时,应尽可能确保循环系统的实际效果。这是为了避免原材料长期滞留在管道中,降低原材料间的冲击及其损伤的课题。正因为弯管生产加工度的设计构想更有效。伴随着时期的迅猛发展,各种各样生产工艺的不断创新和健全。人们会发觉,弯管机器设备也愈来愈多元化了。另外,因为客户要求的,弯管生产设备的特性也在改进和。只能那样才可以满足客户需求的要求。在生产加工弯管的情况下,务必留意到一个难题,那便是商品的生产成本。实际上,危害弯管生产成本的要素有许多。我们一起一起看一下实际的內容。比如,人们应用磨具具、设备维护等将涉及到成本费变化,而人力资本也会危害产品成本。



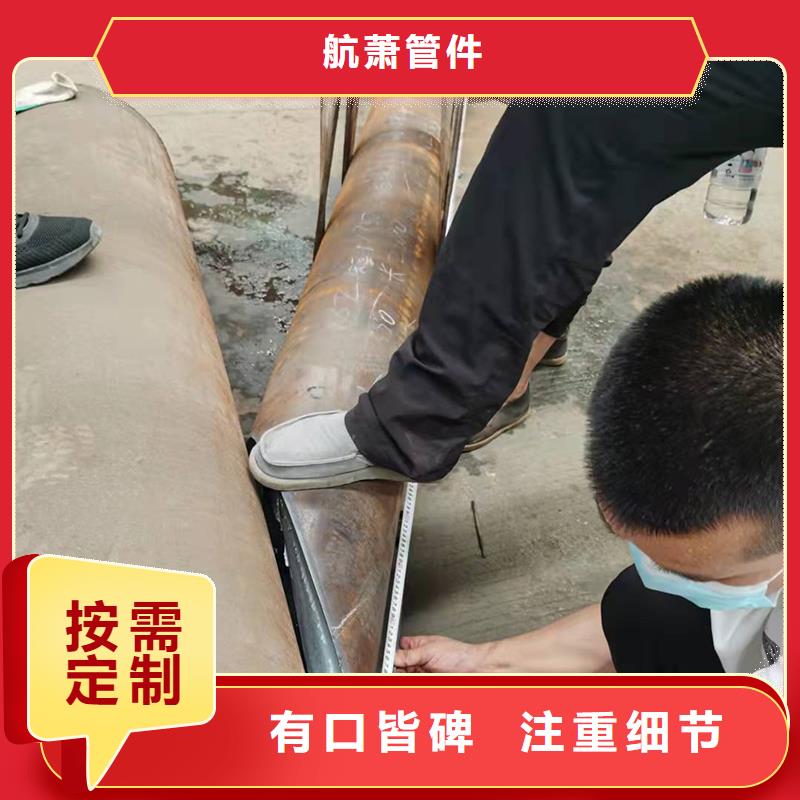
弯管加工中出现的问题有哪些原因。弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。 弯管加工中出现的问题有哪些原因 每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。 因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。 因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。


弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


