




想要知道钢筋套丝打磨生产线质量可靠产品如何?看视频就知道!看视频,选产品更明智!
以下是:钢筋套丝打磨生产线质量可靠的图文介绍


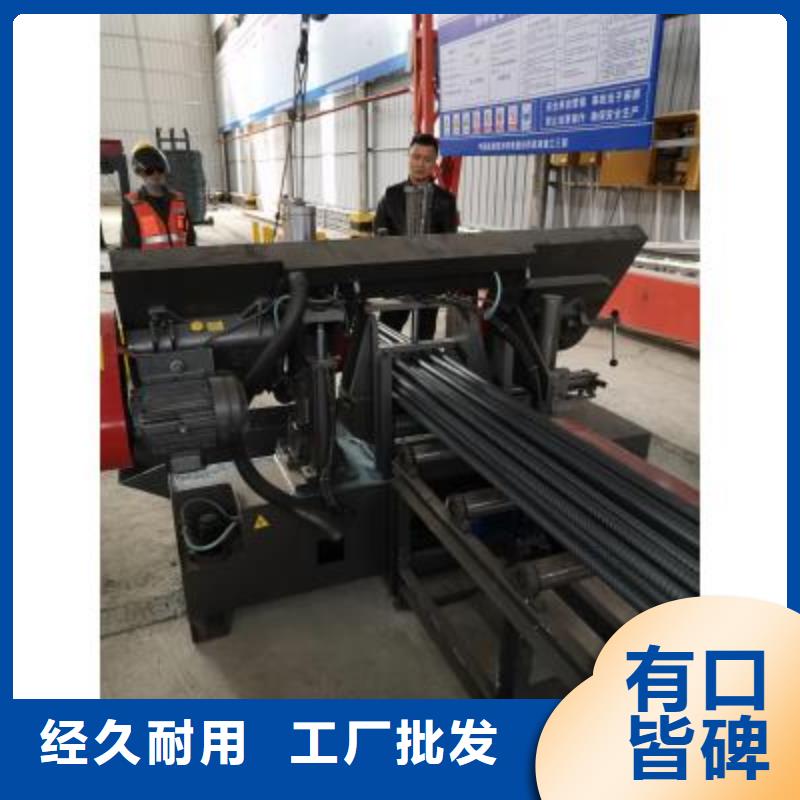
云南保山智能锯切套丝打磨生产线钢筋锯床产品特点:1.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。2.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。3.针对国内螺纹钢筋的连接,自主研发的集电气、液压、气动为一体的产品,可完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切、剥肋、套丝、打磨等功能,实现了三个工位的在线连续生产,减少了物料二次落地。4.采用液压缸压紧钢筋,配有双夹持器,并带有导向柱,料头、料尾控制在1cm以内。压紧力大,平整,保证剪切钢筋时的稳定性。5.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高可达±1mm,可锯切各种长度的钢筋.6.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。7.钢筋输送滚采用 V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。8.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。9.根据客户的实际生产要求来增加配置打磨机 自动定位、送料、翻料。10.该数控钢筋锯切套丝生产线的电控系统采用PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。



9.开机前应检查设备各紧固件是否牢靠、完好,运动部位是否有障碍物,加润滑油。先空转,观察各部件是否运转良好,听声音是否正常,再开始工作。10.被加工钢筋的端面不缺损、不歪斜、不弯曲,否则须切平后再进行镦粗。11.操作者须牢记压力参数(其参数参照机械说明书),集中精力,掌握在规定的压力的范围内,达到压力立即卸压,严禁超压,确保。12.高压油管严禁超压使用,慎防重压、强弯、利尖物划伤。13.现场施工过程中。应经常清理、调整、养护设备、加工时应注意,并保持加工场地的环境清洁,加工的碎屑应及时整理,做好环保。设备介绍:数控钢筋端面铣平机是我公司自主研发的针对钢筋直螺纹连接丝口处理一款高性价比机器。本机以钢筋平面处理,确保钢筋端面平直一致;提高钢筋抗拉强度,施工速度快,效率高,保证工程质量。为了进一步提率前后两端端铣设备,在使用时架体上可以放置多根的螺纹钢,在前端加工完成后,后端的加工设备开始加工处理;对于两台设备而言均不会存在等待时间。



建贸机械 有限公司是在由小到大从弱到强一路走的一家集研发生产销售 云南保山钢筋冷挤压机服务为一体的厂家,多年以来紧跟时代的发展不断创新,为我们的用户提供绿色环保的 云南保山钢筋冷挤压机产品。公司立足 云南保山钢筋冷挤压机市场,以市场为导向,客户为基础不断创新来,采取新工艺,新的合作模式不断满足不同客户的需求。


整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!



带锯床的基本护理
带锯床测向导向轮及背压片,惯例不良,外表磨损,测向导向轮轴承及背压片不良,双金属带锯床生产厂家,都会致使带锯条破断,双金属带锯床价格,带锯条有擦痕,切断面起歪斜或不良。看笔直度,双金属带锯床报价,是不是与工作台笔直,上下不直,是不是与钳口笔直,摆布不直。
看驱动体系,皮带及塔轮带锯条运转速度不适宜,传动箱润滑油,传动箱噪音,过滤器等都会致使传动箱损坏。
看进给体系,进给率和进给压力过高进给力过大,双金属带锯床,过低切削缓慢看切屑铲除体系,钢丝刷和驱动机构,工作时切屑过多会致使锯条齿尖过早磨损或开裂。
锯条背部会出现裂纹故障表现:
刚买的带锯条经常性的断裂使生产跟不上,后来发现带锯条背部会出现许多小的裂纹,而每次的断裂都是在这些小裂纹上。
