


联系我们

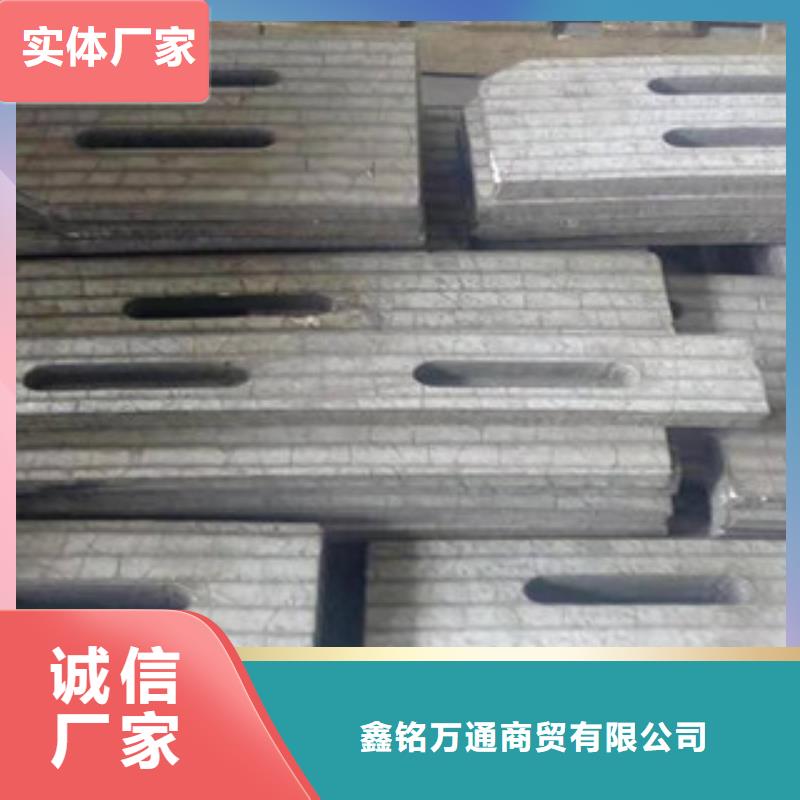
5加4复合耐磨板厂家报价
更新时间:2024-11-08 17:56:13 浏览次数:3 公司名称:天津 鑫铭万通商贸有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5 |
| 发货期限 | 含运费 |
| 供货总量 | 9000吨 |
| 运费说明 | 3天内 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |


鑫铭万通商贸有限公司
鑫铭万通商贸有限公司秉承“以客户为中心,以低价为基础,以客户满意为目标”的经营理念,以优惠的 云南玉溪锅炉管价格来赢得用户的信赖。我公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司人怀着感恩之心,来回馈社会,服务顾客。


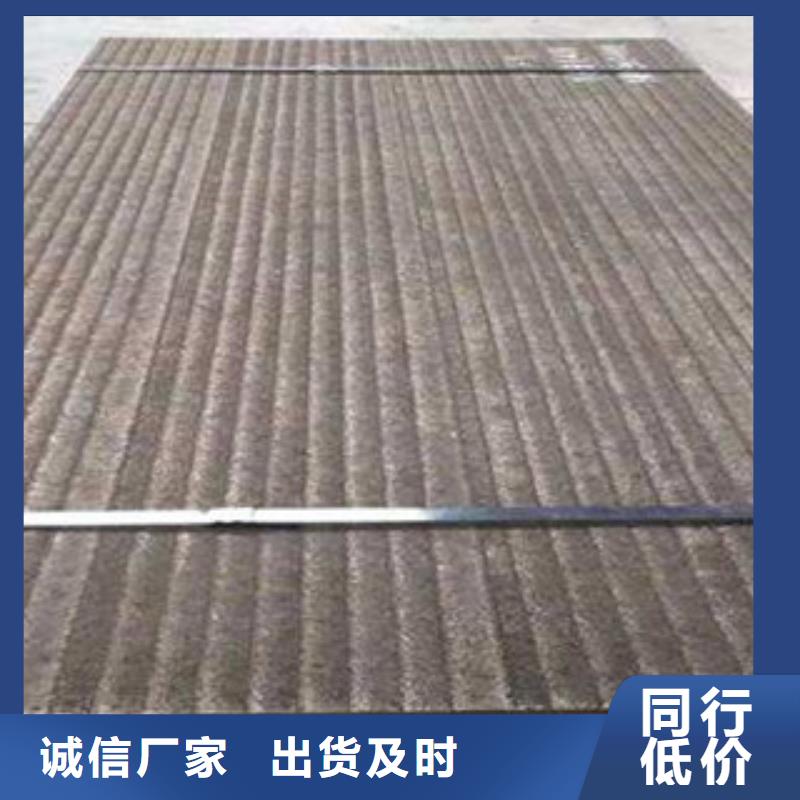
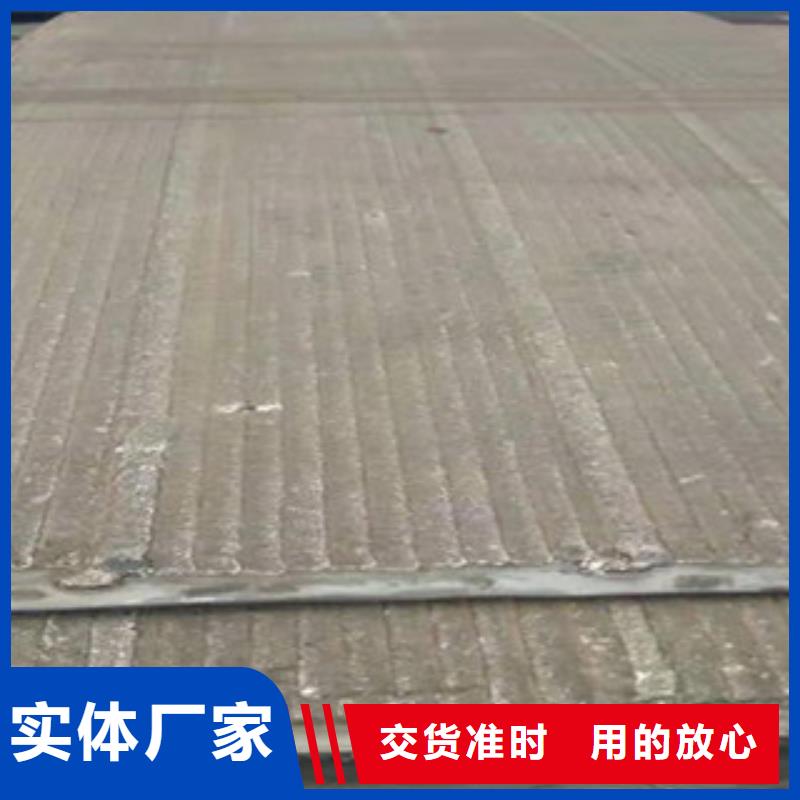
热处理过程中,由于堆焊复合耐磨板的合金化程度比较高,熔点又相对比较低,所以淬火温度与熔点很接近,一旦把握不好的话堆焊复合耐磨板就会因淬火过热或过烧引起过热。
通过试验和分析证明,堆焊复合耐磨板过热以后会使其其晶粒变得组大。 不仅如此,组织中的残留奥氏体也会增多,这是因为堆焊复合耐磨板被高温加热以后,奥氏体中溶解的碳及合金元素会有所提高,从而使堆焊复合耐磨板中的马氏体转变点降低。另外,过热的堆焊复合耐磨板组织中还可以见到多角形的碳化物,这就是高温处理后的产物。



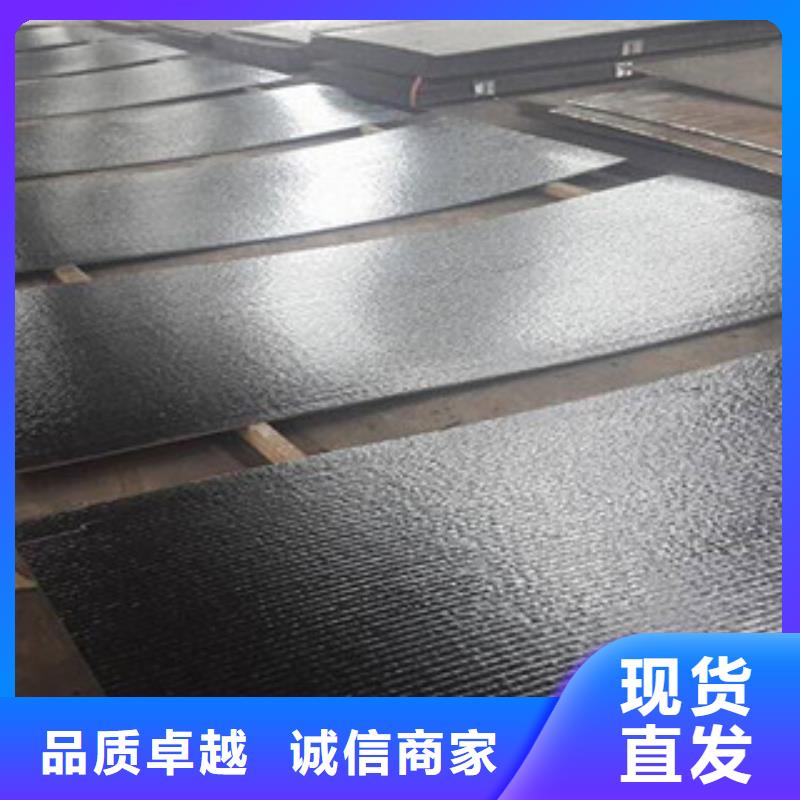
双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。


③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。
