



我们的数控锯切套丝打磨生产线发货及时视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:数控锯切套丝打磨生产线发货及时的图文介绍

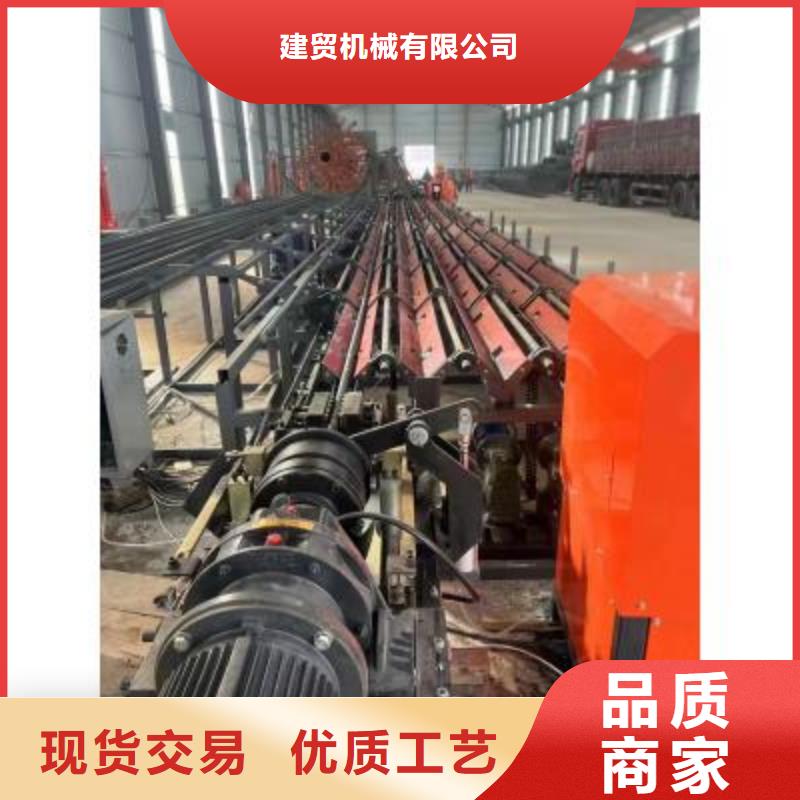
建贸机械 有限公司自成立以来,非常注重 四川内江钢筋冷挤压机材料、标准件等的质量把关,严禁使用质量次的非正规厂商的物件,以确保 四川内江钢筋冷挤压机产品的优良品质,使得我们的 四川内江钢筋冷挤压机产品得到各行业用户的信赖,取得了良好的经济效益和社会效益。


锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。



四川内江数控钢筋剪切生产线产品特点:1、剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高;2、液压式剪切系统,故障率低,可靠性高,剪切能力强;3、多挡板设计,定位速度快,效率高;4、双向收料机构,成品存放量提高一倍;5、配置套载,可大大提高材料的利用率;6、控制系统:汇川PLC,汇川变频器,威伦触摸屏。技术参数配置:剪切钢筋直径范围:Φ12~40mm;剪切长度范围:1~12m;剪切精度:±5mm;剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28m×3.3m×2.5m 电控系统:380V,50~60HZ 液压系统:系统压力31.5Mpa,液压站电机18.5KW剪切能量表(三级钢,57kg/mm2)(注意:剪切钢筋数量要在能量级以内)

