


联系我们

当前位置:
洛阳 纵横机械制造有限公司 >台湾本地产品推荐News
输油衬胶管订制
更新时间:2024-12-26 16:50:11 浏览次数:11 公司名称:洛阳 纵横机械制造有限公司
以下是:输油衬胶管订制的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |
以下是:输油衬胶管订制的图文视频





输油衬胶管订制,纵横机械制造有限公司专业从事输油衬胶管订制,联系人:薛经理,电话:13373770586、13373770586,QQ:3372338515,发货地:洛阳空港产业集聚区发货到台湾 ,以下是输油衬胶管订制的详细页面。 台湾省 台湾是中国不可分割的一部分。海峡两岸同胞同根同源、同文同种。三国孙吴政权和隋朝时期都曾先后派万余人去台。明末清初以来大量福建南部和广东东部居民移垦台湾,终形成以汉族为主体的社会。主要少数民族高山族与华南壮侗语人群同源;中国历代政府对台湾行使管辖权。
想一睹输油衬胶管订制产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:输油衬胶管订制的图文介绍

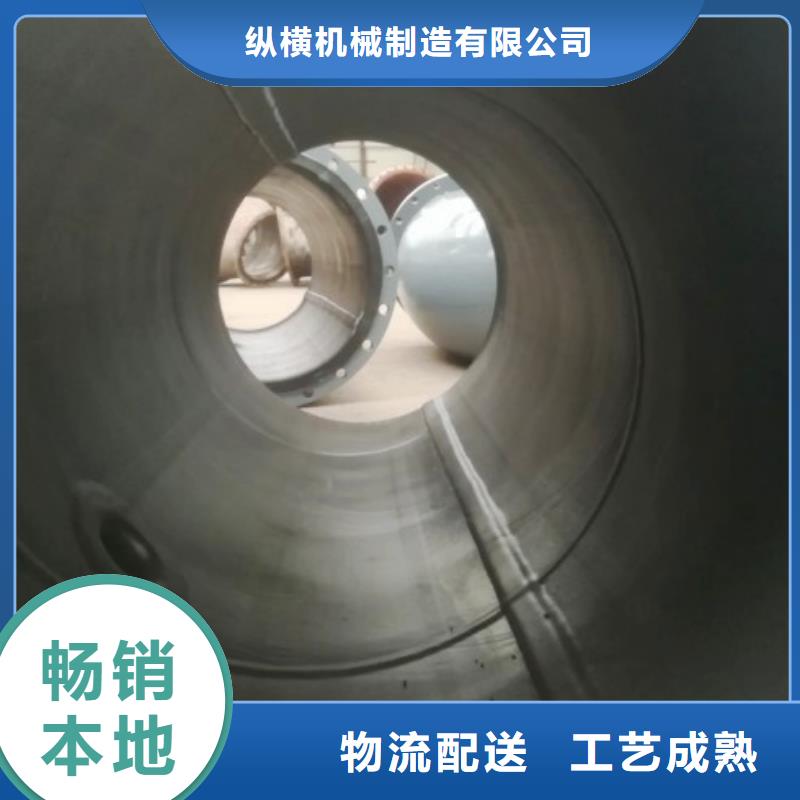
脱硫衬胶管道专业生产厂家找洛阳纵横机械制造,本公司从事衬胶设备、脱硫管道、衬胶管件、等多年生产经验、技术精湛、厂家发货快捷,保证工期,欢迎您来厂考察、洽谈并订购。
脱硫衬胶管道及设备内外衬胶生产各项检验
1.作业时空气湿度<70% ,避免阳光直射,无灰尘,保持洁净。
2.胶板检查
(1)胶板厚度检查,必须符合图纸要求的厚度,以正公差为好。
(2)胶板表面检查,没有印痕、凹坑,表面平整。
(3)电火花检查,在工作台上检查胶板是否有渗点,若有,要按工艺要求修复后,再检,直至合格。严重缺陷情况下要报废。
3.根据所衬部件的几何尺寸,准备好要衬的胶板。
4.设备内刷丁基胶浆两遍,胶板上刷胶浆一遍。
5.经触指检查,确认胶浆干后,把胶板衬在设备上,用压滚把空气滚压干净,要求表面平整,搭缝平直,搭缝宽度≥15 mm,角部衬胶一定要衬得光滑平整。
6.中间检查,衬胶全部结束后要进行以下质量检查:
(1)电火花检查,以3 000 V/mm检查, 无渗点。
(2)胶板厚度检查,用测厚仪测厚度是否达到图纸要求。
(3)气泡检查,检查衬胶层、搭缝是否有漏压处,是否有残留空气在胶层内。
(4)外观检查,表面的平整度好,搭缝平直,凹点补平。
7.衬胶全部结束后,把人孔、接管口适当封一下,减少灰尘进入设备。
8.衬胶设备必须放置24 h后才能硫化。
脱硫衬胶管道及设备内外衬胶生产各项检验
1.作业时空气湿度<70% ,避免阳光直射,无灰尘,保持洁净。
2.胶板检查
(1)胶板厚度检查,必须符合图纸要求的厚度,以正公差为好。
(2)胶板表面检查,没有印痕、凹坑,表面平整。
(3)电火花检查,在工作台上检查胶板是否有渗点,若有,要按工艺要求修复后,再检,直至合格。严重缺陷情况下要报废。
3.根据所衬部件的几何尺寸,准备好要衬的胶板。
4.设备内刷丁基胶浆两遍,胶板上刷胶浆一遍。
5.经触指检查,确认胶浆干后,把胶板衬在设备上,用压滚把空气滚压干净,要求表面平整,搭缝平直,搭缝宽度≥15 mm,角部衬胶一定要衬得光滑平整。
6.中间检查,衬胶全部结束后要进行以下质量检查:
(1)电火花检查,以3 000 V/mm检查, 无渗点。
(2)胶板厚度检查,用测厚仪测厚度是否达到图纸要求。
(3)气泡检查,检查衬胶层、搭缝是否有漏压处,是否有残留空气在胶层内。
(4)外观检查,表面的平整度好,搭缝平直,凹点补平。
7.衬胶全部结束后,把人孔、接管口适当封一下,减少灰尘进入设备。
8.衬胶设备必须放置24 h后才能硫化。


加工制作橡胶衬胶管道,钢管与橡胶粘接之后必须经过高温蒸汽硫化后方可粘接牢固,那么下面为你详细介绍守胶管道生产艺:
橡胶衬胶管道的硫化分为冷硫化和热硫化,在硫化之前我们必须做好前期准备工作,特别是针对电厂检修时间比较紧,所以我们有必要知道了解前期准备工作的大致流程,以便做好硫化工作,避免硫化时手忙脚乱。
橡胶衬胶管道硫化前需要注意的问题:
首先,检查管道是否有腐蚀过透的部分,如果有,需要重新焊接,而且要保证重新焊接的地方保持平整,并且擦拭打磨以便衬胶。
第二,由于是大口径管道或者需要再次加工处理的管道,重新处理的地方都需要在管道两端焊接上法兰,并且焊接处务必要保证平整,余出来的部分切割掉 。
第三,管道如果是新的就只需要部分焊接和喷砂,旧管道就需要注意,首先要把管道内部的橡胶全部除去,然后再焊接喷砂。
,如果管道是三通或者四通管道的话处理起来会比较麻烦,处理时间会比较长。



纵横机械制造有限公司坐落于空港产业集聚区,是专注生产 台湾钢衬塑管道的厂家。公司自成立以来,不断开拓进取、自主创新,如今已发展成为颇具生产规模的技术型企业。公司产品行销全国各地,在激烈的市场竞争中,我公司注重诚信、质量的系列内部管理,建成了完善的质保体系平台,以较高的技术含量和品质的服务赢得了市场的公认。公司一直秉承“质量至上、顾客至上、规范管理、持续改进、不自满”的理念,为客户提供高质的产品和质优的施工服务,我公司愿以诚挚的信誉,质优的产品,优良的服务与社会各界广结良缘,精诚合作,互惠互利,携手并进,共创美好伟业与明天。


输油衬胶管订制_纵横机械制造有限公司,固定电话:13373770586,移动电话:13373770586,联系人:薛经理,QQ:3372338515,空港产业集聚区 发货到 台湾。