




观看我们的产品视频,就像打开了一扇通往热卖大口径厚壁无缝钢管-实体厂家产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
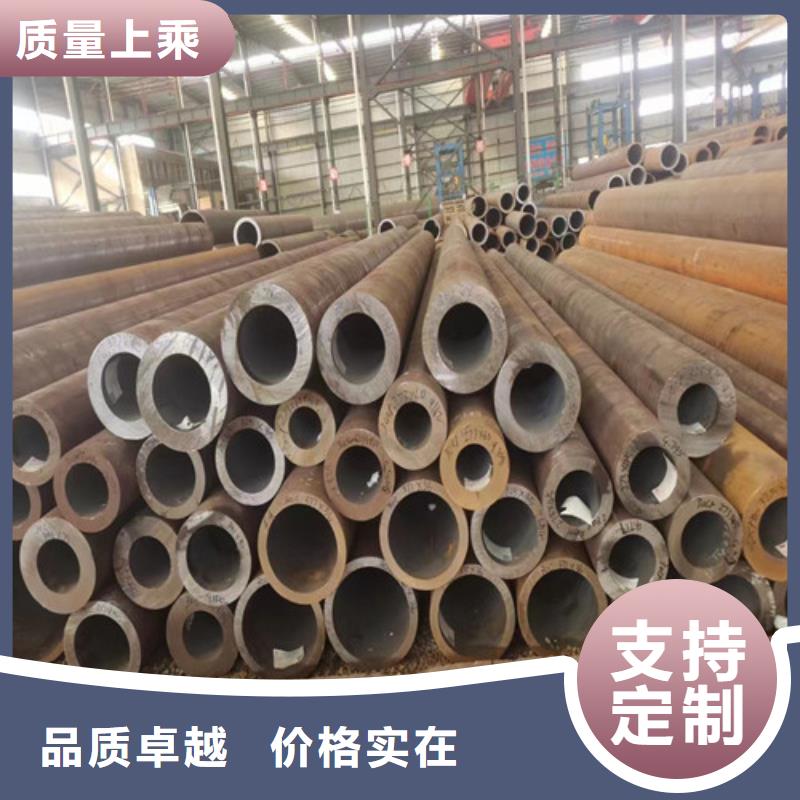
以下是:热卖大口径厚壁无缝钢管-实体厂家的图文介绍

无缝钢管在工艺上要增加寿命,首先就要对无缝钢管进行酸洗去除表面氧化皮,然后经过润滑处理,这样对钢管进行酸洗、钝化表面处理,使表面形成一层保护膜。然后酸洗过后再用电解方法进行一次补充就可以让无缝钢管得到更进一步的保护这样无缝钢管能够大的增加他的使用寿命,提高利用率。
如今我们经济越来越强大,需要的无缝钢管也越来越多,而我们华北地区又是无缝钢管行业的重中之重。这样带动了我们经济的发展,但是也带来了一系列的污染问题。由于钢厂废液中一般都含有悬浮物、挥发物、物、六价铬、锌、油类等物质,这些有害物质渗到地下往往都会造成地下饮用水污染;
自从19召开以来,政府狠下力度,只要有污染的无缝钢管厂,一律停工检修,达标之后方可生产。这样做从短期来看是制约了我们生产的进度,但这是顺应中国的可持续发展观而做出的决定。时代是需要进步,经济也要发展,但是如果想要取得长足的发展,并且为子孙后代谋求生路的话,在各个领域中,就必须推行可持续化的道路,在发展工业的同样,也必须要注意到环境问题。因此我们无缝钢管行业遇到了前所未有的挑战,环保大整顿,为了子孙后代的一片蓝天绿水我们不得不停止无缝钢管的污染式生产,改变生产模式迫不及待。
如今我们经济越来越强大,需要的无缝钢管也越来越多,而我们华北地区又是无缝钢管行业的重中之重。这样带动了我们经济的发展,但是也带来了一系列的污染问题。由于钢厂废液中一般都含有悬浮物、挥发物、物、六价铬、锌、油类等物质,这些有害物质渗到地下往往都会造成地下饮用水污染;
自从19召开以来,政府狠下力度,只要有污染的无缝钢管厂,一律停工检修,达标之后方可生产。这样做从短期来看是制约了我们生产的进度,但这是顺应中国的可持续发展观而做出的决定。时代是需要进步,经济也要发展,但是如果想要取得长足的发展,并且为子孙后代谋求生路的话,在各个领域中,就必须推行可持续化的道路,在发展工业的同样,也必须要注意到环境问题。因此我们无缝钢管行业遇到了前所未有的挑战,环保大整顿,为了子孙后代的一片蓝天绿水我们不得不停止无缝钢管的污染式生产,改变生产模式迫不及待。


目前的市面上,各种类型的管道材料种类多样,主要是以钢为主要材料的管道,在众多的管道中,无缝钢管是市面上使用率高的一种,可以说,这种管道材料的优势是非常明显的,一方面是因为无缝钢管的品质好,价格低廉,是一种性价比极高的管道材料,另一方面是因为这种类型的管道材料无论是从安装还是使用寿命的方面看,也同样具有压倒性的优势。
也正是因为如此,这种类型的管道材料才能得到快速推广,目前的无缝钢管生产厂家数量也在不断的增加,总体上说,这种类型的管道材料在质量上还是经过了严格把关的,因此,无缝钢管在出厂之前都必须要经过检测,这样才能更好的保证这种管道材料的质量,因此,无缝钢管的未来发展空间必然还会变得更加广阔
也正是因为如此,这种类型的管道材料才能得到快速推广,目前的无缝钢管生产厂家数量也在不断的增加,总体上说,这种类型的管道材料在质量上还是经过了严格把关的,因此,无缝钢管在出厂之前都必须要经过检测,这样才能更好的保证这种管道材料的质量,因此,无缝钢管的未来发展空间必然还会变得更加广阔



九晨钢铁制造有限公司将在实践中不断的深化学习、总结、借鉴同行 安徽巢湖异型管的先进技术经验,完善自身发展,制造更加完善的 安徽巢湖异型管产品,以满足新老客户的需求使用。

40cr无缝管供货状态及硬度
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。
