




为了让您更地了解我们的库存充足的大口径无缝钢管供货商,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
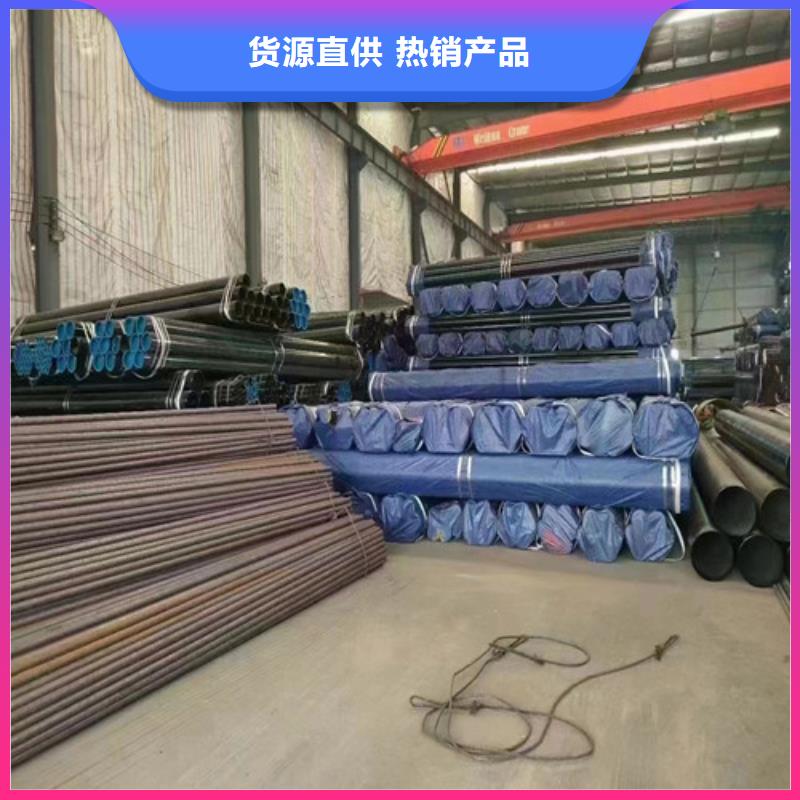
以下是:库存充足的大口径无缝钢管供货商的图文介绍

(一)质量要求
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据用途
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di × D: 或小外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据用途
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di × D: 或小外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。


焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



无缝钢管在出厂前都需要对其力学性能进行考察,特别是对无缝钢管的抗拉强度、屈服点、断后伸长率和硬度指标进行考察,这样才能保证无缝钢管在出厂前能够在质量方面得到保证。根据具体使用领域的差异,无缝钢管在制作工艺上也有一定的区别,比较常见的有合金结构和碳素结构两种。在管道运输领域中,无缝钢管的利用率是很高的,因为与其他类型的运输方式相比,管道运输不但,而且造价比较低,所以,对于无缝钢管产量的需求自然也会比较大一些。
厂家也会供给一些有特殊使用的无缝钢管,比如锅炉用无缝钢管,地质用无缝钢管等等,这种专业生产的管道材料,能够在工业制造领域中有更高的价值体现。根据材质的不同,无缝钢管在价格方面的差别也是很大的
厂家也会供给一些有特殊使用的无缝钢管,比如锅炉用无缝钢管,地质用无缝钢管等等,这种专业生产的管道材料,能够在工业制造领域中有更高的价值体现。根据材质的不同,无缝钢管在价格方面的差别也是很大的



专业源于专注,十多年来我们只做 黑龙江牡丹江异型管,除了拥有完善的自主研发系统,还建立了专业的 黑龙江牡丹江异型管生产品质管控体系,在 黑龙江牡丹江异型管领域取得了众多客户的信任和支持,是值得信赖的 黑龙江牡丹江异型管定制厂家。
